

Emballage SiC : Guide pratique pour la conception des modules de puissance et le choix des matériaux
Le carbure de silicium est passé des laboratoires de recherche aux chaînes de production plus rapidement que ce que la plupart avaient prévu. Mais voici ce que les équipes de conception manquent souvent : la puce semi-conductrice n’est que la moitié de l’histoire. L’emballage autour de cette puce SiC détermine si votre module de puissance atteint ses objectifs thermiques, survit à la qualification automobile ou échoue sur le terrain après six mois.
Ce guide présente les décisions clés dans l’emballage SiC — des matériaux substrat et de la fixation de la puce aux interfaces thermiques et à l’encapsulation — en fonction de ce qui compte réellement dans les applications haute puissance et haute température. Nous aborderons les compromis que les fiches techniques ne présentent pas toujours et les choix de conception qui distinguent les modules fiables des cauchemars de garantie.
Table des matières
- [Qu’est-ce qui différencie l’emballage SiC du silicium] (#1-qu’est-ce qui rend l’emballage SIC différent du silicium)
- [Matériaux d’emballage critiques et leurs limites thermiques] (#2-matériaux-critiques-et-leurs-limites-thermiques)
- [Sélection du substrat : DBC, AMB et aluminium à liaison directe] (#3-selection-substrat-dbc-amb-et-aluminum-liaison-directe)
- [Technologies d’attache de puces pour fonctionnement à haute température] (#4-technologies-attache-puce-pour-opération à haute température)
- [Stratégies de gestion thermique dans les modules de puissance SiC](#5-stratégies-de gestion thermique-in-sic-modules-puissance)
- [Défis de fiabilité et modes de défaillance] (#6-modes de défis-et-défaillances de fiabilité)
- FAQ
- Conclusion
1. Qu’est-ce qui différencie l’emballage SiC du silicium
Les matrices en carbure de silicium fonctionnent à des températures de jonction qui détruiraient les IGBT conventionnels en silicium. Alors qu’un dispositif en silicium peut être évalué à une température de jonction de 150°C, les MOSFET SiC fonctionnent régulièrement à 175°C et peuvent supporter des pics transitoires au-dessus de 200°C. Cette capacité est précieuse — des températures de fonctionnement plus élevées signifient des dissipateurs thermiques plus petits et une meilleure densité de puissance — mais elle crée des défis que l’emballage standard n’a pas été conçu pour gérer.
Le décalage du coefficient de dilatation thermique (CTE) devient critique. Une puce SiC a une CTE d’environ 4,2 ppm/°C, tandis que les matériaux d’emballage traditionnels comme les substrats FR-4 ou les alliages de soudure standards ont des CTE deux à cinq fois plus élevées. Chaque cycle thermique — démarrage, changement de charge, arrêt — crée une contrainte mécanique aux interfaces. Sur des milliers de cycles dans des applications automobiles ou industrielles, ces contraintes provoquent la délamination, la fatigue de la soudure ou le décollage des liaisons par fil.
La commutation de fréquence est l’autre grande différence. Les dispositifs SiC commutent entre 20 kHz et 100 kHz ou plus, contre 5-20 kHz pour les IGBT en silicium. Une commutation plus rapide réduit les pertes mais crée un di/dt et un dv/dt plus élevés, ce qui impose des exigences plus strictes sur l’inductance parasite. La disposition de l’emballage, la longueur du fil de liaison et la conception interne des barres omnibus affectent directement la performance de la commutation. Un package mal conçu peut annuler les avantages de commutation qui vous ont poussé à choisir le SiC au départ.
2. Matériaux critiques d’emballage et leurs limites thermiques
Choisir les matériaux d’emballage pour le SiC signifie vérifier deux choses : la température maximale de fonctionnement et la compatibilité CTE. La plupart des matériaux hérités des modules de puissance étaient conçus pour fonctionner à 125-150°C. Le SiC nécessite des matériaux qui restent stables à 175°C en continu et peuvent survivre à des transitoires de 200°C+ sans dégradation.
| Matériel | Température maximale continue (°C) | CTE (ppm/°C) | Conductivité thermique (W/m·K) | Utilisation typique |
|---|---|---|---|---|
| Substrat AlN | 250 | 4.5 | 170-180 | Modules haute puissance, correspondance CTE proche du SiC |
| Al₂O₃ (96 % d’alumine) | 200 | 6.8 | 20-25 | Efficacité économique, performance thermique modérée |
| Substrat Si₃N₄ | 250 | 3.2 | 85-90 | Haute fiabilité, excellente correspondance CTE |
| Fixation à matrice en argent fritté | 300 | 19.7 | 240-250 | Collage à puces haute température, supérieur à la soudure |
| SAC305 soudure | 150 | 21.0 | 60 | Standard, sans plomb, limité à des SiC à basse température |
| Encapsulant en gel de silicone | 200 | 300 | 0,2 | Protection des liaisons par fil, soulagement de contrainte |
Ce tableau montre pourquoi le nitrure d’aluminium (AlN) est devenu le substrat de choix pour les modules SiC haute performance. Le CTE est proche du SiC lui-même, et la conductivité thermique est d’un ordre de grandeur supérieure à celle de l’alumine. Le nitrure de silicium offre un meilleur ajustement CTE et une excellente résistance mécanique, bien qu’il coûte plus cher et ait une conductivité thermique inférieure à celle de l’AlN.
C’est par attachement de die que de nombreux modules SiC de première génération rencontraient des problèmes. Les alliages de soudure traditionnels à haute teneur en plomb ou SAC commencent à se propager et à se fatiguer à des températures supérieures à 150°C. L’attache de matrices en argent fritté, développée initialement pour des applications à haute fiabilité, est devenue la norme pour le SiC. Il est stable jusqu’à 300°C, possède une excellente conductivité thermique et résiste bien mieux aux cycles thermiques que la soudure. L’inconvénient est la complexité des procédés et la nécessité de pression lors du frittage, mais pour les modules SiC de qualité automobile et industriels, cela devient de plus en plus non négociable.
3. Choix du substrat : DBC, AMB, et aluminium à liaison directe
Le substrat est la colonne vertébrale mécanique et thermique du module d’alimentation. Il assure une isolation électrique entre le circuit d’alimentation et le dissipateur thermique tout en conduisant la chaleur loin de la puce. Trois technologies dominent dans l’emballage SiC : le cuivre à liaison direct (DBC), le brasage actif des métaux (AMB) et l’aluminium à liaison directe (DBA).
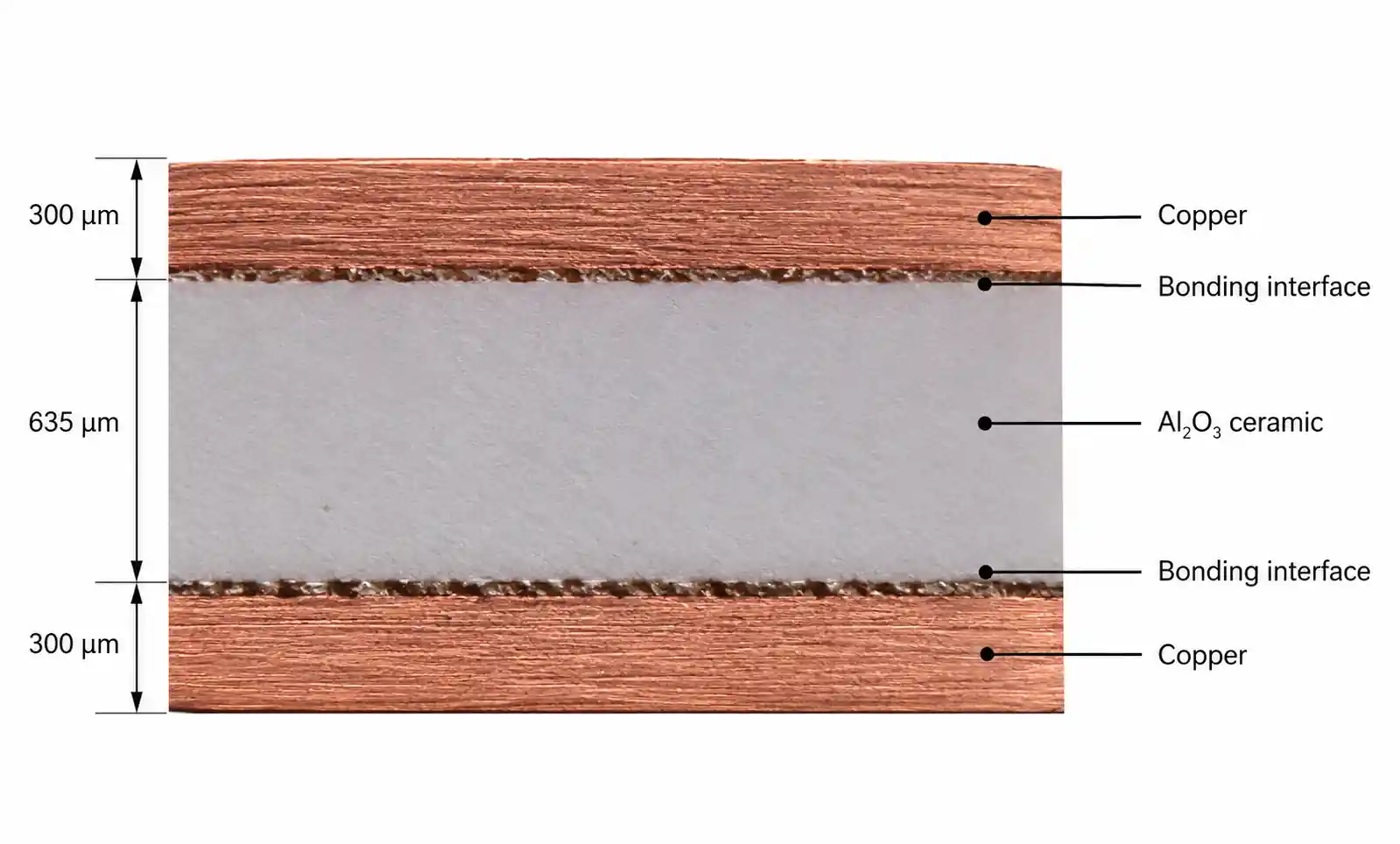
Les substrats DBC utilisent un procédé de liaison eutectique pour fixer des couches de cuivre à une céramique (typiquement Al₂O₃ ou AlN). Le cuivre assure la conductivité électrique et aide à répartir la chaleur, tandis que la céramique offre une résistance diélectrique et un chemin thermique vers la plaque de base. Le DBC sur alumine est rentable et fonctionne pour les conceptions SiC de puissance modérée où la température de jonction reste inférieure à 150°C. Pour les applications à haute puissance, le DBC sur AlN offre de meilleures performances thermiques et réduit la chute de température à travers le substrat.
Les substrats AMB utilisent une couche métallique active de brasage pour lier le cuivre à la céramique, permettant l’utilisation de matériaux comme le nitrure de silicium (Si₃N₄) qui ne s’adhérent pas bien aux procédés DBC standards. Les substrats Si₃N₄ offrent une résistance mécanique exceptionnelle et une résistance aux chocs thermiques, ce qui les rend adaptés aux applications avec des cycles thermiques intenses — pensez aux onduleurs de traction ou aux entraînements industriels de moteurs où les transitoires de charge sont fréquents et importants. Le CTE de Si₃N₄ correspond presque parfaitement au SiC, ce qui se traduit par une durée de vie de fixation du die plus longue et une meilleure fiabilité à long terme.
Les substrats DBA remplacent le cuivre par de l’aluminium, qui présente une CTE plus proche des matériaux céramiques et une masse plus faible. Le décalage CTE plus faible réduit le stress lors du cycle thermique, et le poids plus léger peut être un avantage dans l’aérospatiale ou les environnements à forte vibration. Cependant, l’aluminium a une conductivité thermique et électrique inférieure à celle du cuivre, donc le DBA est généralement utilisé dans des conceptions à faible courant ou où le poids et l’adaptation CTE sont plus critiques que la performance thermique brute.
| Type de substrat | Céramique | Métal | CTE (ppm/°C) | Conductivité thermique (W/m·K) | Meilleur pour | |---|---|---|---|---| | DBC sur Al₂O₃ | Alumina | Cuivre | 6.8 (céramique) | ~20 | Puissance modérée sensible au coût | | DBC sur AlN | Nitrure d’aluminium | Cuivre | 4.5 (céramique) | 170-180 | Haute puissance, meilleure thermique | | AMB sur Si₃N₄ | Nitruure de silicium | Cuivre | 3.2 (céramique) | 85-90 | Haute fiabilité, cycle thermique | | DBA | Al₂O₃ ou AlN | Aluminium | Variable | Plus bas que DBC | Sensible au poids, courant plus faible |
Lors du choix d’un substrat, le compromis clé est généralement la performance thermique versus la fiabilité sous cycle thermique. Le DBC sur AlN vous offre la meilleure propagation de la chaleur et la résistance thermique la plus faible, mais si votre application voit des milliers de cycles d’alimentation avec de fortes variations de température — typiques des onduleurs de traction automobiles — le décalage CTE entre cuivre et céramique peut tout de même causer des problèmes à long terme. L’AMB sur Si₃N₄ sacrifie une partie de la conductivité thermique mais offre une meilleure stabilité mécanique sur la durée de vie du module.
4. Technologies de fixation de puces pour un fonctionnement à haute température
L’attachement de la puce est souvent le premier point de défaillance dans un module d’alimentation SiC. L’interface entre la puce et le substrat doit conduire la chaleur, assurer une connexion électrique (dans certains modèles) et survivre à des dilatations et contractions thermiques répétées sans fissurer ni se délaminer. L’attache traditionnelle à base de soudure commence à lâcher lorsque les températures de jonction dépassent régulièrement 150°C, ce qui correspond parfaitement à la plage de fonctionnement des dispositifs SiC.
L’argent fritté est devenu la principale technologie de fixation de puces pour le SiC. Le procédé de frittage utilise des particules d’argent et une pression (généralement de 5 à 40 MPa) à des températures comprises entre 250 et 300°C pour créer une couche d’argent solide avec un minimum de vides. Une fois fritté, le joint est stable à 300°C ou plus, bien au-dessus de toute température de fonctionnement SiC réaliste. La conductivité thermique est excellente — 240 W/m·K ou plus — et le matériau ne subit pas de transitions de phase qui provoquent de la fatigue dans les soudures.
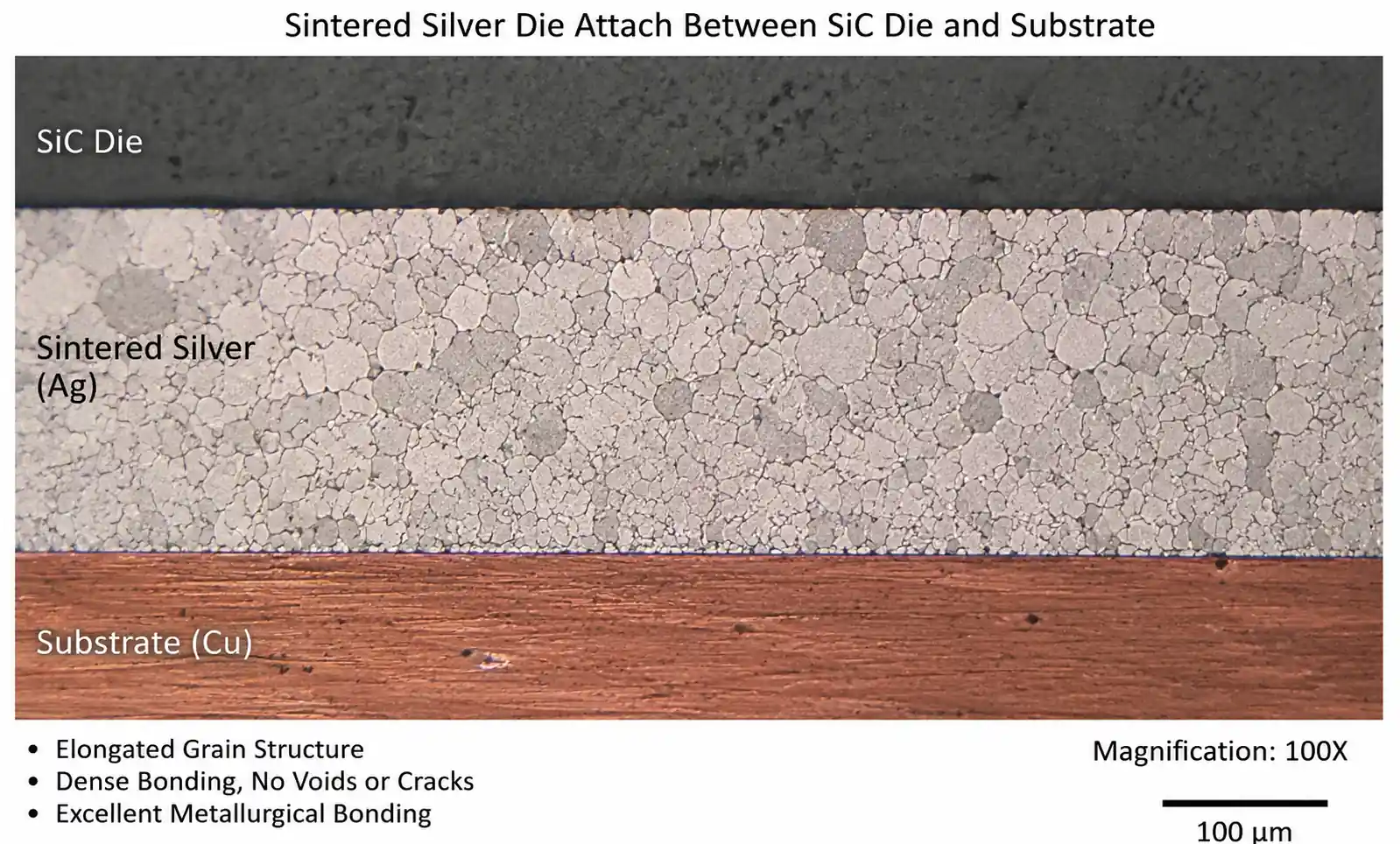
Le défi avec l’argent fritté est le contrôle des procédés. Une pression doit être appliquée lors du frittage, ce qui complique l’automatisation et oblige les dispositifs de fixation en place. Le contenu vide doit être maintenu en dessous de 5 % pour les applications à haute fiabilité ; les vides augmentent la résistance thermique et créent des points de concentration de contrainte. Certains fournisseurs ont développé des procédés de frittage sans pression utilisant des pâtes d’argent spécialisées, bien que ces derniers nécessitent généralement des temps de traitement plus longs ou des températures plus élevées.
Les soudures à haute température — telles que l’AuSn (eutectique à 280°C) ou l’AuGe — sont parfois utilisées comme alternative à l’argent fritté. Ces alliages restent solides bien au-dessus des températures de fonctionnement SiC typiques et évitent la pression requise pour le frittage. Cependant, les soudures à base d’or sont coûteuses, et les composés intermétalliques formés lors de la soudure peuvent être cassants. Ils sont plus courants dans des applications à faible volume ou spécialisées où le coût est accepté.
Pour les ingénieurs qui concèdent aujourd’hui des modules SiC, l’arbre de décision est relativement simple. Si votre application nécessite une fiabilité de qualité automobile (qualification AEC-Q101) ou un fonctionnement continu au-dessus de 150°C à une température de jonction supérieure, prévoyez de l’argent fritté. Si le coût est le principal moteur et que votre conception thermique maintient la température des jonctions en dessous de 140°C dans les pires conditions, les SAC305 ou des soudures sans plomb similaires peuvent toujours fonctionner — mais attendez-vous à une durée de vie réduite par rapport à l’argent fritté.
5. Stratégies de gestion thermique dans les modules de puissance SiC
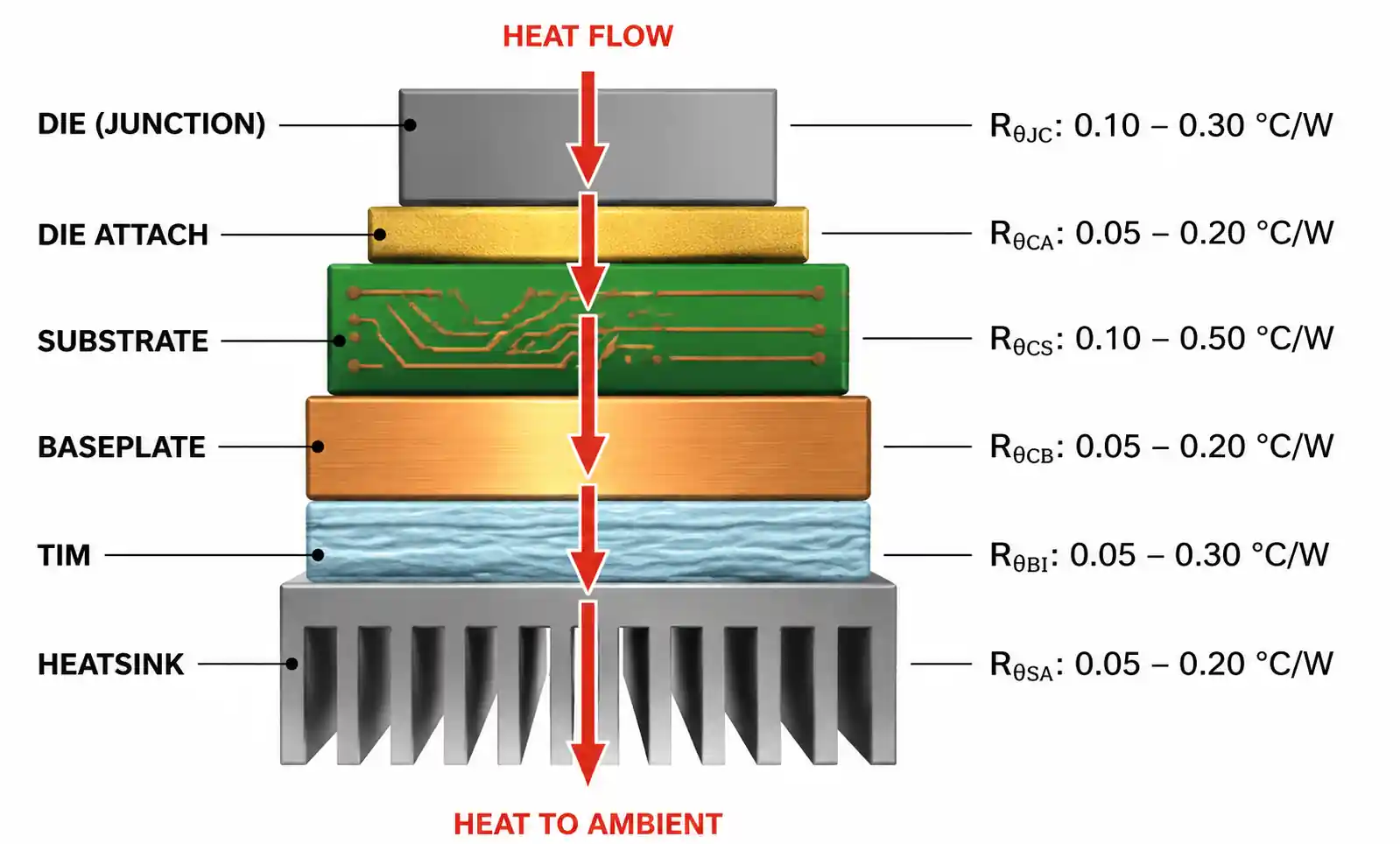
Les dispositifs SiC peuvent fonctionner à des températures plus élevées que le silicium, mais cela ne signifie pas que vous devez les laisser faire. La température de jonction affecte directement la fiabilité à long terme : chaque augmentation de 10°C de la température moyenne de fonctionnement double à peu près le taux de défaillance dû à l’accélération des processus de fatigue thermomécanique et de diffusion. Une gestion thermique efficace dans l’emballage SiC vise à minimiser la résistance thermique entre la jonction et l’ambiance et à gérer les charges thermiques transitoires lors de la commutation.
La résistance thermique dans un module de puissance est une série d’interfaces : die au substrat, substrat à la plaque de base, et plaque de base à dissipateur thermique. Chaque interface ajoute de la résistance. Un module SiC typique peut avoir une résistance thermique jonction-boîtier (R_θJC) de 0,2 à 0,5 K/W, selon la taille de la puce et le matériau du substrat. L’interface caisse-puits (case-sink), dominée par le matériau d’interface thermique (TIM), ajoute souvent entre 0,05 et 0,15 K/W par centimètre carré. Minimiser ces résistances signifie choisir soigneusement les matériaux et contrôler la qualité de l’interface lors de l’assemblage.
| Interface thermique | Matériel | Résistance thermique (K/W par cm²) | Température maximale (°C) | Notes | |---|---|---|---| | Attache à la matrice (Ag fritté) | Argent | 0,01-0,03 | 300 | Faible résistance, grande fiabilité | | Fixation de la puce (SAC305) | Étain-argent-cuivre | 0,03-0,05 | 150 | Adéquat pour des conceptions à basse température | | Substrat (AlN DBC) | AlN + cuivre | 0,08-0,12 | 250 | Excellente conductivité thermique | | TIM (graisse thermique) | Composé de silicone | 0,10-0,20 | 150-200 | Facile à appliquer, nécessite une pression | | TIM (changement de phase) | Polymère/cire | 0,05-0,10 | 125-150 | Bon pour l’assemblage automatisé | | TIM (tampon graphite) | Graphite | 0,08-0,15 | 200+ | Température élevée, performance modérée |
La conception de la plaque de base compte aussi plus que ce que beaucoup de concepteurs supposent. Des plaques de base épaisses en cuivre (3-5 mm) offrent une bonne dispersion thermique et une bonne rigidité mécanique tout en augmentant du poids et du coût. Certains modèles récents utilisent des plaques de base en aluminium avec des inserts en cuivre directement sous les emplacements de la puce, équilibrant performance thermique et réduction du poids. Dans les applications où le poids est critique — aérospatiale ou automobile haute performance — les conceptions sans plaque de base lient directement le substrat à un dissipateur thermique ou à une plaque de refroidissement, éliminant complètement une interface thermique.
La gestion thermique transitoire est tout aussi importante. Lors d’événements de commutation intense, le chauffage localisé peut créer des pics de température qui sollicitent la liaison de la puce et des fils, même si la température moyenne de jonction est acceptable. C’est là que la masse thermique du substrat entre en jeu. Les substrats d’AlN, malgré leur excellente conductivité thermique, ont une capacité thermique plus faible que l’alumine. Pour les applications avec des transients de puissance de crête élevée, un substrat plus épais ou une conception de substrat à deux couches peut absorber la chaleur transitoire et réduire les températures de pointe.
6. Défis de fiabilité et modes de défaillance
Les modules d’alimentation SiC échouent pour des raisons prévisibles, et la plupart des défaillances sont dues aux choix d’emballage faits tôt dans la conception. Comprendre les modes de défaillance courants vous aide à les concevoir dès le départ.
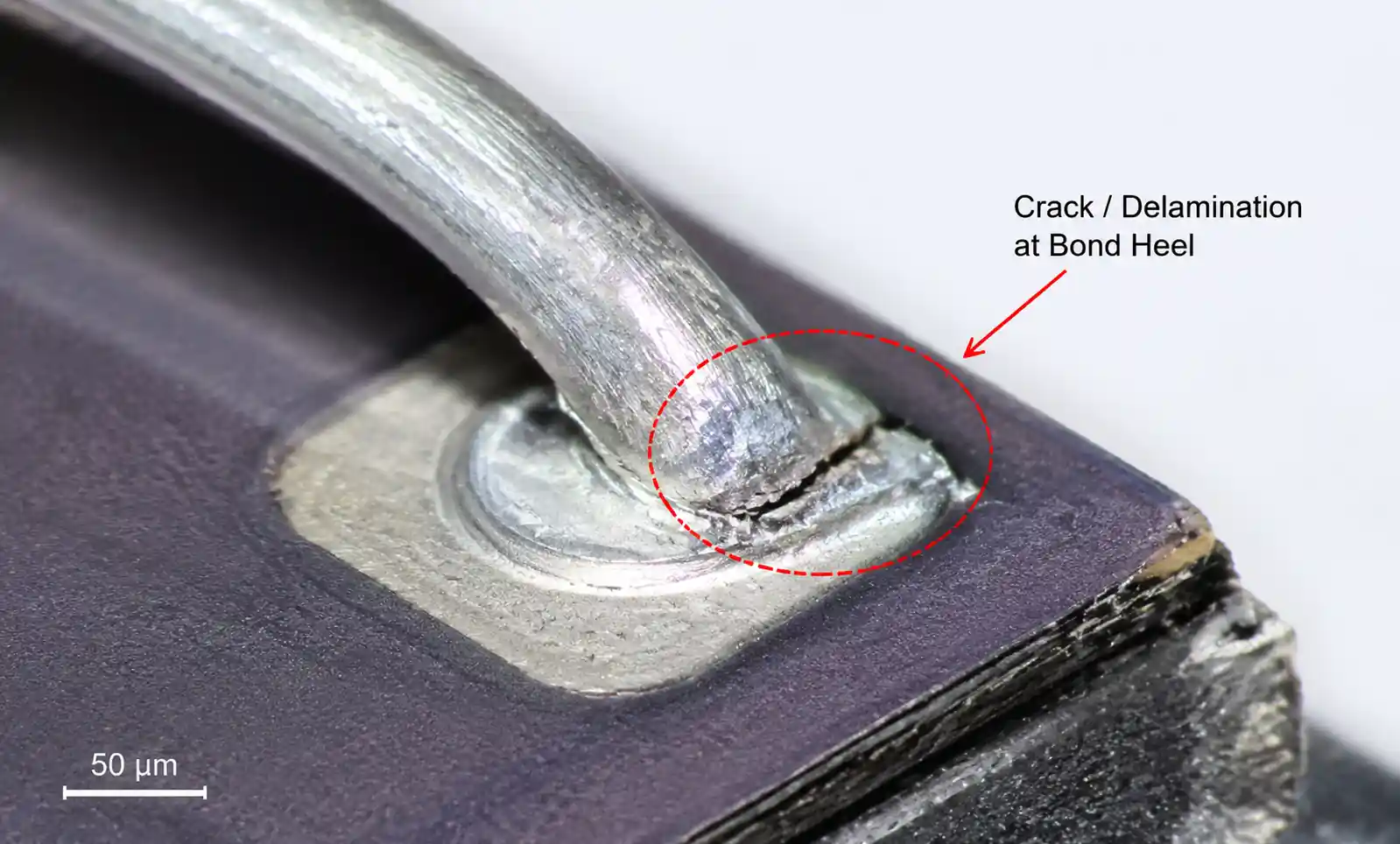
La fatigue de liaison filaire est le mécanisme de défaillance le plus fréquent dans les modules SiC haute puissance. Les liaisons de fil d’aluminium — toujours la technologie d’interconnexion la plus courante — subissent des dilatations et des contractions thermiques répétées à chaque cycle de charge. Le talon de liaison, où le fil se fixe à la puce, subit la plus forte concentration de contrainte. Après 50 000 à 200 000 cycles thermiques, selon les variations de température et la densité de courant, le fil peut se fissurer ou se décoller complètement. Une fois qu’un fil unique est défaillant, le courant se redistribue vers les fils restants, accélérant la fatigue dans ces liaisons jusqu’à ce que le module échoue complètement.
Passer à un fil plus épais (diamètre 300-500 μm), ajouter des liaisons redondantes ou passer à des liaisons ruban peut prolonger la durée de vie des liaisons fil. Certains modèles à haute fiabilité utilisent des liaisons ruban en argent fritté, voire éliminent complètement les liaisons de fils en utilisant des interconnexions métalliques sur le dessus. Ces approches augmentent le coût mais peuvent être nécessaires dans les onduleurs de traction automobiles ou les variateurs industriels où la durée de vie attendue est de 15 à 20 ans.
La délamination par jointure de puce est le deuxième mode de défaillance majeur, en particulier dans les modules utilisant une fixation de puces à base de soudure à haute température de fonctionnement. Le cycle thermique crée une contrainte de cisaillement à l’interface die-substrat. Si des vides sont présents dans l’attache de la puce ou si la température du joint dépasse régulièrement la température de fluage de la soudure, des fissures s’initient et se propagent. La délamination augmente la résistance thermique, ce qui élève la température de jonction, accélérant ainsi une délamination supplémentaire — une boucle de rétroaction positive qui conduit à la fuite thermique.
La prévention de la rupture de la mise en ligne dépend du choix du matériau (argent fritté pour des applications à haute température), du contrôle des procédés (minimisation des vides, garantissant une épaisseur uniforme de la ligne de liaison) et de la conception thermique (maintien des températures de pointe en dessous des limites du matériau). Les techniques d’inspection non destructives comme la microscopie acoustique à balayage (SAM) peuvent détecter les vides et la délamination avant l’expédition des modules, mais elles ajoutent un coût et un temps de cycle.
La fissuration par encapsulation est moins courante mais mérite d’être envisagée dans les conceptions présentant de grands gradients thermiques ou des environnements à forte vibration. Les gels de silicone sont le matériau d’encapsulation standard pour les modules SiC car ils restent flexibles sur une large plage de températures et offrent un soulagement des contraintes. Cependant, si le module subit un choc thermique — un refroidissement rapide à partir d’une température de fonctionnement proche de la maxime — la contraction différentielle entre le gel, le substrat et la puce peut créer des fissures. Une fois fissuré, l’encapsulant perd sa protection contre l’humidité, et la corrosion peut commencer.
7. FAQ
Quelle est la durée de vie typique d’un module de puissance SiC dans les applications automobiles ?
Les modules SiC de qualité automobile sont généralement conçus pour survivre 15 ans ou 150 000 miles dans des conditions normales de fonctionnement. Cela correspond à environ 200 000 à 500 000 cycles thermiques selon le cycle de conduite. La durée de vie réelle dépend fortement de la température moyenne des jonctions et de l’ampleur des variations thermiques pendant le fonctionnement. Maintenir la température moyenne en dessous de 150°C avec une fixation de puces en argent fritté et une bonne gestion thermique permet généralement de respecter ou de dépasser cet objectif.
Puis-je utiliser des designs d’emballage IGBT en silicium standard pour les MOSFET SiC ?
Pas pour des applications à haute température ou à haute fiabilité. Les emballages IGBT standards — en particulier les conceptions plus anciennes utilisant des supports de soudure et alumine — connaîtront un vieillissement accéléré lorsqu’ils sont utilisés avec des dispositifs SiC fonctionnant au-dessus de 150°C à une température de jonction. Le décalage CTE et le stress du cycle thermique deviennent critiques. Pour le SiC, prévoyez des substrats en AlN ou Si₃N₄, une fixation de puces en argent fritté, et une attention particulière à la conception des liaisons par fil.
Comment calculer la résistance thermique requise pour mon application ?
Commencez par la température maximale autorisée de jonction (généralement 175°C pour les MOSFET SiC), soustrayez la température ambiante maximale dans votre application, puis divisez par la dissipation totale de puissance. Cela vous donne la résistance thermique totale autorisée de la jonction à l’ambiance. Soustrayez la résistance jonction-boîtier (de la fiche technique du module) et la résistance d’interface cartus-puits (généralement 0,05-0,15 K/W par cm² selon le TIM). Il ne reste que la résistance thermique maximale du dissipateur thermique que vous pouvez tolérer.
Quels sont les paramètres clés à vérifier dans une fiche technique d’un module SiC pour les performances thermiques ?
Concentrez-vous sur R_θJC (résistance thermique jonction-boîtier), la température maximale de jonction et la capacité de cycle thermique si nécessaire. Vérifiez aussi la technologie d’attache de la puce et le matériau du substrat, même si toutes les fiches techniques ne les précisent pas. Recherchez les résultats des tests de cycle d’alimentation — les modules qualifiés selon les normes ECPE ou AQG324 ont subi des tests de cyclage thermique standardisés qui vous donnent une image réaliste de la fiabilité.
Le fixage de la matrice en argent fritté est-il toujours nécessaire pour l’emballage SiC ?
Pas toujours. Si votre conception maintient la température de jonction en dessous de 150°C dans toutes les conditions et que vous ne ciblez pas les marchés automobiles ou industriels à haute fiabilité, la soudure SAC305 peut fonctionner. Mais si vous vous attendez à des températures de jonction dans la fourchette de 150-175°C, à des cycles thermiques de plus de 100 000 cycles, ou si vous devez respecter la qualification AEC-Q101, l’argent fritté est le choix le plus sûr. La prime de coût du procédé s’est réduite à mesure que les équipements et matériaux de frittage ont mûri.
Qu’est-ce qui cause l’inductance parasite dans les modules SiC et comment puis-je la minimiser ?
L’inductance parasite provient de la géométrie actuelle du chemin — longueur de liaison du fil, disposition interne de la barre bus et conception du châssis principal. Des chemins de courant plus longs signifient une inductance plus élevée. Pour minimiser cela, utilisez des liaisons ruban ou des configurations parallèles multi-puces au lieu de fils simples, gardez les chemins internes courts et larges, et envisagez les connexions à source kelvin pour les circuits d’entraînement de grilles. Certains modules avancés utilisent des configurations de puces embarquées ou un empaquetage 3D pour réduire l’inductance de boucle en dessous de 10 nH.
Comment gérer la dégradation des matériaux de l’interface thermique au fil du temps ?
La graisse thermique peut se décharger ou sécher après des centaines de cycles thermiques, augmentant ainsi la résistance thermique. Pour des applications à longue durée de vie, considérez les matériaux à changement de phase ou les tampons en graphite qui maintiennent des performances stables tout au long de la durée de vie du module. Si vous utilisez de la graisse thermique, prenez en compte une augmentation de 20 à 30 % de la résistance thermique dans le temps dans vos calculs thermiques. Certains modèles utilisent une fine feuille d’indium ou d’un autre métal tendre comme TIM, qui s’adapte à la rugosité de la surface et ne se dégrade pas.
Quels tests sont nécessaires pour valider la fiabilité des modules SiC ?
Au minimum, effectuer des tests de cycle d’alimentation selon les recommandations de l’ECPE ou les normes AQG324, qui soumettent les modules à des cycles thermiques contrôlés jusqu’à la défaillance ou un compte de cycles défini (généralement 100k-500k cycles). Effectuez également des tests de choc thermique (transitions rapides de température), des tests de durée de vie de stockage à haute température, ainsi que des cycles humidité-température. Pour les applications automobiles, des tests de vibrations et de chocs mécaniques selon l’AEC-Q101 sont nécessaires. Ces tests prennent du temps mais sont nécessaires pour détecter les défaillances d’emballage avant la production.
8. Conclusion
L’emballage SiC ne consiste pas seulement à trouver des matériaux qui survivent à de hautes températures — il s’agit de gérer l’ensemble du système thermique-mécanique-électrique afin d’assurer des performances fiables tout au long de la durée de vie du module. Les substrats en AlN, la fixation de puces en argent fritté et la conception soigneuse des interfaces thermiques sont devenus la base pour les modules de puissance SiC automobiles et industriels. Pour les applications moins coûteuses où les températures de pointe sont contrôlées, les substrats en alumine et la fixation de la soudure peuvent toujours fonctionner, mais prévoyez-vous à perdre une certaine durée de vie cyclique.
Si vous concevez un module SiC aujourd’hui, commencez par la cible de fiabilité et remontez le projet. Les onduleurs de traction automobile nécessitent 200 000+ cycles thermiques ; l’argent fritté et les substrats Si₃N₄ ou AlN sont non négociables. Les entraînements industriels peuvent atteindre 100 000 cycles sur 10 ans ; Le DBC sur AlN avec argent fritté est un choix sûr. Les applications grand public ou à cycle de service faible avec une conception thermique qui maintient la Tj en dessous de 140°C peuvent envisager des matériaux moins coûteux, mais vérifier la durée de vie par des tests avant de s’engager dans la production.
Pour des spécifications détaillées des matériaux, consultez les fiches techniques des fournisseurs de substrats comme Rogers, Heraeus ou Kyocera. Pour les conseils sur le processus d’attache de matrice, Semikron et Infineon ont publié des notes d’application. Si vous devez valider votre conception thermique avant de construire des prototypes, la modélisation thermique par éléments finis utilisant des outils comme ANSYS Icepak peut identifier rapidement les points chauds et les problèmes d’interface.