

Emballage SiC : Guide complet sur la sélection des modules de puissance en carbure de silicium et les considérations de conception
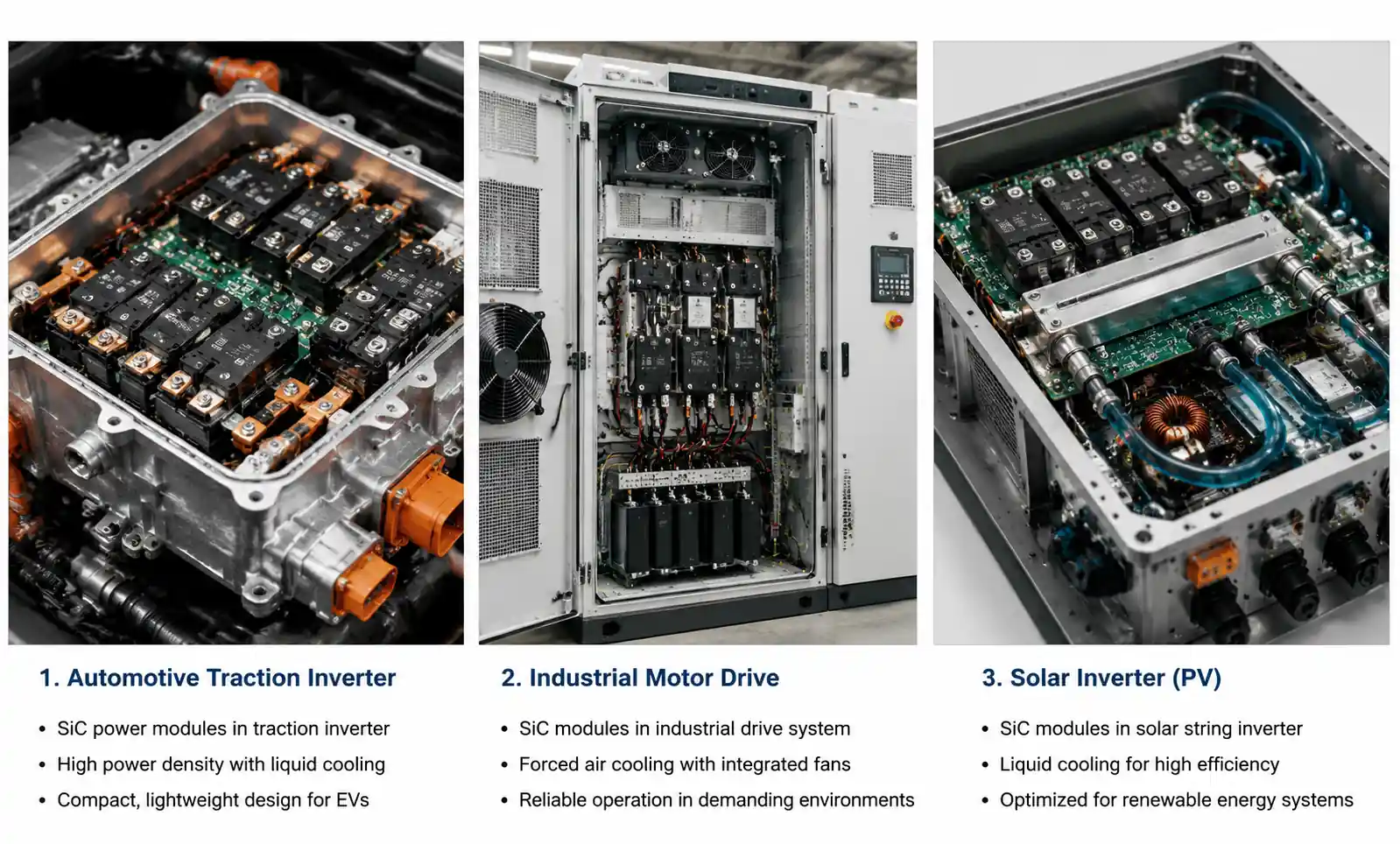
Les dispositifs de puissance en carbure de silicium (SiC) ont révolutionné l’électronique haute puissance, mais leurs performances dépendent fortement d’un emballage approprié. Ce guide aide les ingénieurs concepteurs, les ingénieurs en électronique de puissance et les équipes R&D à comprendre les aspects critiques de la technologie d’emballage SiC, de la gestion thermique à l’optimisation de la fiabilité. Que vous conceviez des groupes motopropulseurs pour VE, des moteurs industriels ou des systèmes d’énergie renouvelable, choisir le bon ensemble SiC impacte directement l’efficacité, la performance thermique et la fiabilité à long terme.
Table des matières
- [Qu’est-ce que l’emballage SiC et pourquoi il est important] (#1-qu’est-ci-emballage-et-pourquoi-c’est)
- Paramètres techniques clés pour la sélection du paquet SiC
- [Types de paquets SiC : Guide de comparaison et de sélection] (#3-sic-types-paquets-guide-compare-et-sélection)
- Gestion thermique dans l’emballage SiC
- [Considérations de conception et pièges courants] (#5-considérations-et-pièges-courants)
- [Normes de fiabilité et de qualification] (#6-normes de fiabilité et de qualification)
- FAQ
- [Conclusion et prochaines étapes] (#8-conclusion-et-prochaines-étapes)
1. Qu’est-ce que l’emballage SiC et pourquoi il est important
L’emballage SiC désigne la technologie de boîtier et d’interconnexion qui protège les matrices semi-conductrices en carbure de silicium tout en permettant les connexions électriques, la dissipation thermique et le montage mécanique. Contrairement aux IGBT en silicium traditionnels, les MOSFET et diodes SiC fonctionnent à des fréquences de commutation plus élevées (jusqu’à 100 kHz ou plus), des températures de jonction plus élevées (175°C à 200°C en continu) et des niveaux de tension plus élevés (650V à 3,3kV). Ces conditions d’exploitation extrêmes imposent des exigences sans précédent à la conception des paquets.
Le choix de l’emballage affecte directement la performance au niveau système de plusieurs manières. Premièrement, l’inductance parasite dans le boîtier limite la vitesse de commutation pratique maximale des dispositifs SiC. Même quelques nanohenries d’inductance au plomb peuvent provoquer un dépassement de tension significatif et des sifflements à 100 kHz à des fréquences de commutation. Deuxièmement, la résistance thermique de la jonction au cas (Rth(j-c)) devient le facteur dominant dans la détermination de la densité de puissance et des exigences de détachement. Troisièmement, le boîtier doit résister à des milliers de cycles thermiques sans délamination ni fatigue du fil de liaison, car les dispositifs SiC permettent des variations de température plus larges que les équivalents en silicium.
Dans les onduleurs de traction automobiles, par exemple, un boîtier mal choisi peut limiter la densité de puissance de 30 à 40 % par rapport à une solution optimisée. Dans les applications d’énergie renouvelable, les pannes induites par le boîtier représentent environ 60 % des défaillances de champ dans l’électronique de puissance. Comprendre les compromis entre les types de boîtiers, la performance thermique et la fiabilité est donc essentiel pour tout ingénieur travaillant avec la technologie SiC.
2. Paramètres techniques clés pour la sélection du paquet SiC
Lors de l’évaluation des packages SiC pour votre application, plusieurs paramètres techniques nécessitent une analyse attentive. La résistance thermique de la jonction au boîtier (Rth(j-c)) varie généralement de 0,15°C/W à 0,5°C/W pour les dispositifs discrets, et de 0,02°C/W à 0,1°C/W par position d’interrupteur dans les modules de puissance. Une résistance thermique plus faible permet des courants plus élevés et une meilleure efficacité à des températures ambiantes élevées.
L’inductance parasite du paquet est cruciale pour les applications de commutation à haute fréquence. L’inductance totale de la boucle (y compris les fils de boîtier, les fils de liaison internes et les pistes de PCB) doit être minimisée pour réduire le dépassement de tension. Les boîtiers avancés atteignent une inductance parasite inférieure à 5 nH, tandis que les boîtiers traditionnels TO-247 peuvent afficher 15-20 nH. Cette différence se traduit directement par la capacité de dv/dt et les performances EMI.
Le fluage et les distances de dégagement déterminent la capacité d’isolation de tension. Pour les applications automobiles (systèmes de batteries 800V), les boîtiers doivent fournir une distance de fluage d’au moins 8 mm pour respecter les normes de sécurité. Les applications industrielles à 1200V nécessitent un espacement proportionnellement plus grand. L’empreinte et la hauteur du boîtier influencent la densité de puissance dans le système final. Les modules à demi-pont vont généralement de 62 mm × 108 mm (norme industrielle) à des conceptions compactes de 45 mm × 75 mm pour des applications à haute densité.
La valeur nominale du courant doit être déclassée en fonction des conditions thermiques réelles. Un module de 300A à 25°C de température de boîtier peut ne délivrer que 150A à 100°C de température de boîtier, selon Rth(j-c) et la température maximale de jonction. Vérifiez toujours les notes de courant dans vos conditions réelles de fonctionnement plutôt que de vous fier aux valeurs maximales de la fiche technique. La durée de vie du boîtier est quantifiée grâce à la capacité de cycle d’alimentation, généralement spécifiée comme le nombre de cycles jusqu’à la panne à un écart de température de jonction delta-T donné. Les packages à haute fiabilité atteignent 100 000+ cycles à ΔTj = 100°C.
| Paramètre | Plage typique | Impact sur le design | Niveau de priorité |
|---|---|---|---|
| Rth(j-c) | 0,02 - 0,5 °C/O | Densité de puissance, exigences de refroidissement | Critique |
| Inductance errante | 2 - 20 nH | Vitesse de commutation, dépassement de tension, EMI | Critique |
| Distance de rampe | 8 - 25 mm | Tension nominale, certification de sécurité | Haut |
| Empreinte des colis | 45×75 à 140×190 mm | Densité de puissance du système | Moyen |
| Courant nominal (Tc=100°C) | 50 - 800 A | Capacité de gestion de puissance | Critique |
| Capacité de recyclage d’alimentation | Cycles 10k - 500k | Durée de vie, période de garantie | Haut |
| Fonctionnement du Tj(max) | 150 - 175 °C | Exigences de réduction | Haut |
Cette table de paramètres constitue la base de la sélection des paquets. L’importance relative de chaque paramètre varie selon l’application : les onduleurs de traction automobiles privilégient le cycle d’alimentation et l’empreinte compacte, tandis que les applications d’énergie renouvelable mettent l’accent sur la fiabilité à long terme et le coût par ampère. Notez que pour atteindre une faible inductance parasite, il faut souvent des compromis sur la capacité de courant ou l’empreinte, nécessitant une optimisation minutieuse durant la phase de conception.
3. Types de packages SiC : Guide de comparaison et de sélection
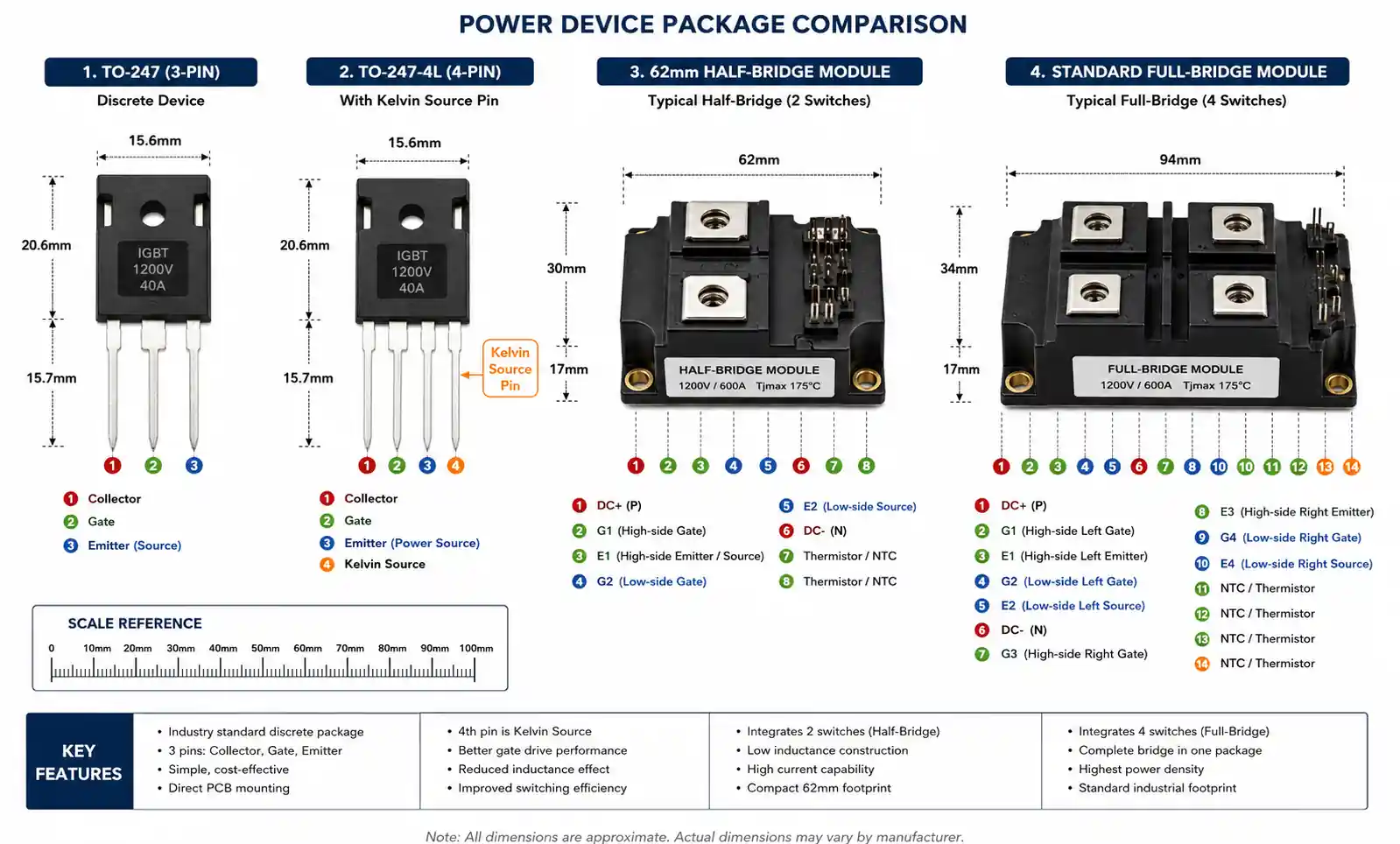
Les dispositifs SiC sont disponibles dans plusieurs familles de packages distinctes, chacune optimisée pour différentes exigences d’application. Les boîtiers discrets incluent le TO-247, le TO-220, ainsi que des variantes plus récentes à faible inductance comme le TO-247-4L. Ces paquets conviennent aux applications de 10A à 150A avec des implémentations monodispositifs. La variante TO-247-4L ajoute une broche source Kelvin séparée, réduisant l’inductance de la boucle de porte d’environ 40 % par rapport à la TO-247 standard.
Les modules d’alimentation intègrent plusieurs dispositifs SiC (généralement des configurations demi-pont ou six-pack) dans un seul boîtier avec des pilotes de porte intégrés dans certains cas. Les modules standards incluent des boîtiers de 62 mm pour les entraînements industriels et des modules plus grands de 140 mm × 190 mm pour des applications de traction à haute puissance. Les modules offrent plusieurs avantages : inductance au niveau du système plus faible grâce à une disposition interne optimisée, capteurs de température intégrés et gestion thermique simplifiée grâce à des conceptions à plaque de base ou refroidies directement.
Les technologies émergentes de boîtiers incluent des boîtiers de puces embarquées où les puces SiC sont intégrées directement dans les substrats de PCB, ainsi que des packs press-pack pour des applications à fiabilité ultra-élevée comme la transmission HVDC. Les paquets embarqués atteignent la plus faible inductance possible de parasites (inférieure à 2 nH) mais nécessitent une fabrication spécialisée de PCB. Les conceptions de press-pack éliminent entièrement les fils de liaison via des contacts de pression, offrant ainsi une performance supérieure au cycle d’alimentation pour des applications nécessitant 500 000+ cycles.
| Type de boîtier | Gamme actuelle | Inductance errante | Meilleures applications | Coût relatif |
|---|---|---|---|---|
| TO-247 (3 broches) | 10 - 100 A | 15 - 20 nH | Industriel à faible consommation, SMPS | 1x |
| TO-247-4L (Kelvin) | 20 - 150 A | 8 - 12 nH | Convertisseurs haute fréquence, chargeurs embarqués | 1,2x |
| Module demi-pont 62mm | 100 - 400 A | 5 - 10 nH | Entraînements moteur, onduleurs solaires, onduleurs | 3 - 4x |
| Module standard à pont complet | 300 - 800 A | 10 - 15 nH | Onduleurs de traction, onduleurs connectés au réseau | 5 - 8x |
| Module de faible inductance | 200 - 600 A | 2 - 5 nH | Applications de VE haute performance et commutation rapide | 8 - 12x |
| Press-pack | 500 - 3000 A | 3 - 8 nH | HVDC, traction, fiabilité ultra-élevée | 15 - 25x |
Pour les applications privilégiant la fréquence de commutation au-dessus de 50 kHz, les modules à faible inductance ou les boîtiers TO-247-4L sont fortement recommandés. Le coût supplémentaire est compensé par une meilleure efficacité et une réduction des besoins en filtrage. Les applications automobiles devraient se concentrer sur des modules ayant une qualification AEC-Q101 éprouvée et des données de cycle d’alimentation supérieures à 100 000 cycles. Les applications industrielles et renouvelables peuvent souvent utiliser des modules standards de 62 mm, qui offrent le meilleur équilibre entre coût, performance et disponibilité de la chaîne d’approvisionnement.
4. Gestion thermique dans l’emballage SiC
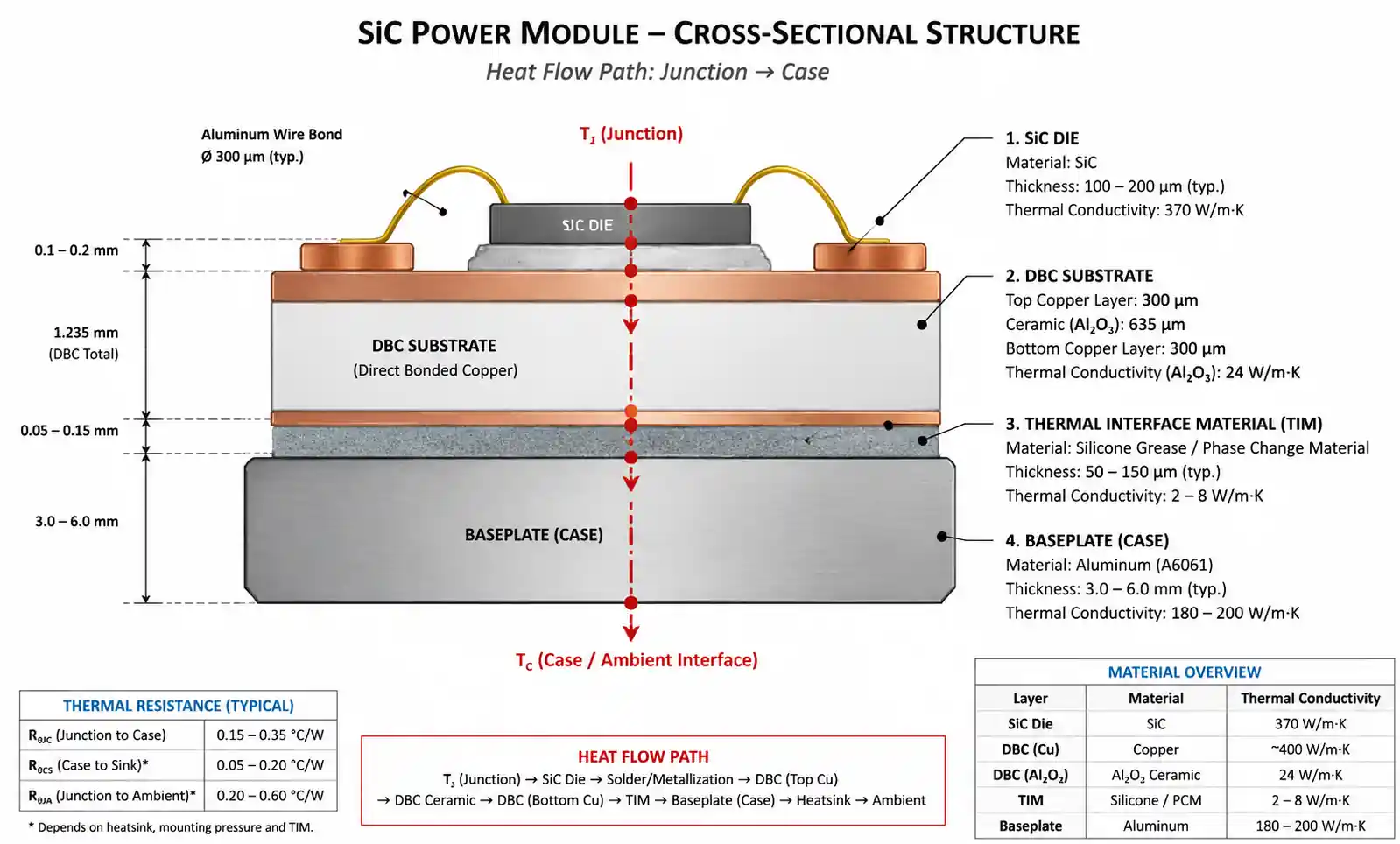
Une gestion thermique efficace commence par comprendre le chemin du flux de chaleur entre la jonction et l’ambiance. Dans un module SiC typique, la puce est soudée sur un substrat en cuivre à liaison directe (DBC), qui est ensuite fixé à une plaque de base via un matériau d’interface thermique ou une soudure. La résistance thermique jonction-cas (Rth(j-c)) représente ce chemin et domine généralement la résistance thermique totale dans les systèmes bien conçus.
Pour les boîtiers discrets, les valeurs de résistance thermique varient de 0,2°C/W (À 247) À 0,4°C/W (À 220) POUR UNE SEULE PUCE. Les modules d’alimentation obtiennent de meilleures performances grâce à des zones d’attache de puces plus grandes : un module à demi-pont peut atteindre 0,05°C/W par position d’interrupteur. La résistance thermique de caisse-puits (Rth(c-s)) ajoute de 0,05 à 0,2°C supplémentaire selon la qualité du matériau de l’interface thermique, la pression de montage et la finition de surface. Cela signifie que le bon montage du dissipateur thermique est presque aussi important que le boîtier lui-même.
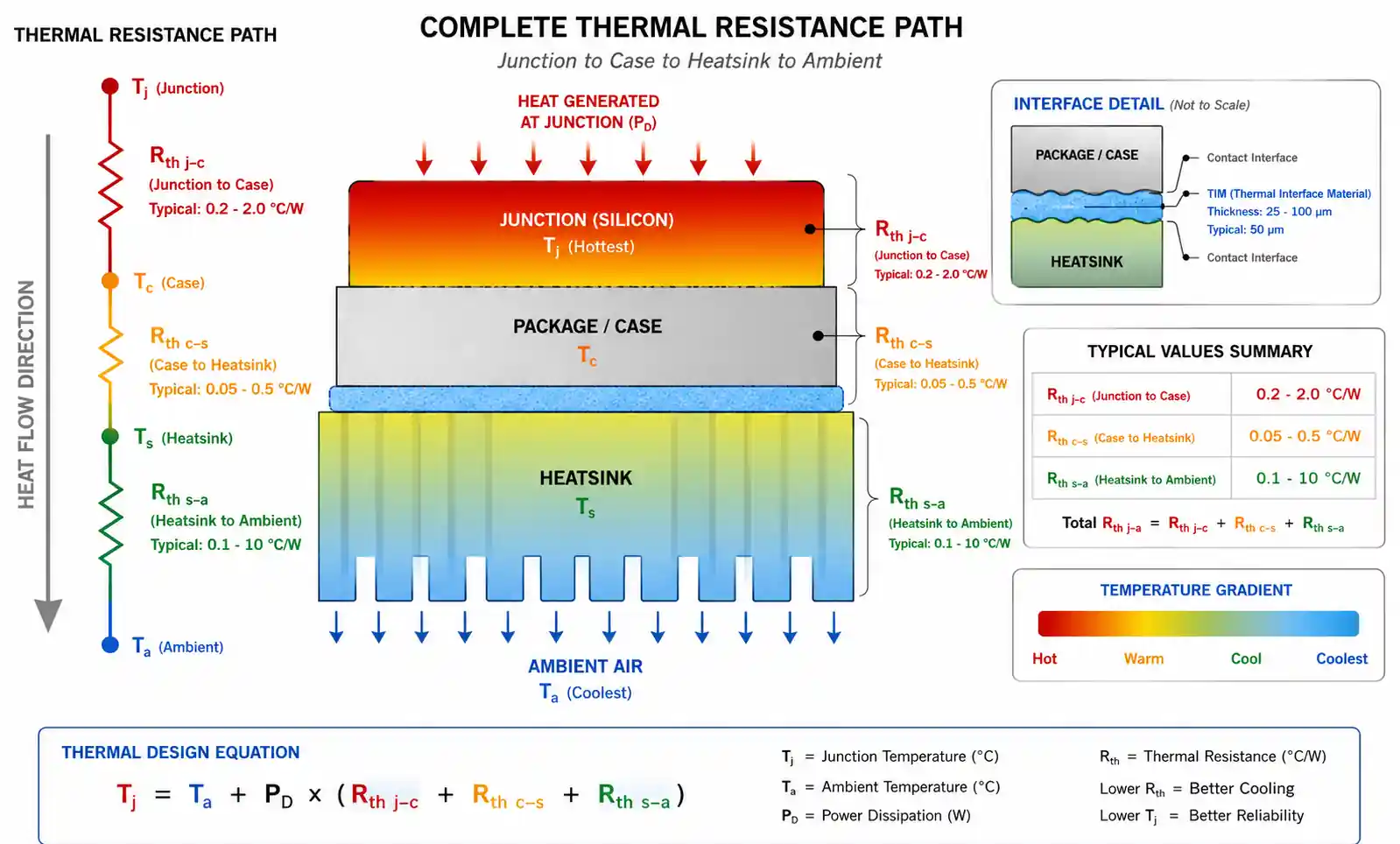
Le calcul de la température de jonction nécessite de prendre en compte à la fois le comportement thermique à l’état stationnaire et le comportement thermique transitoire. Pour l’exploitation continue, Tj = Ta + (Rth(j-c) + Rth(c-s) + Rth(s-a)) × P_loss. Cependant, le fonctionnement pulsé permet à la capacité thermique d’absorber les pics de puissance de courte durée. Cela est particulièrement pertinent pour les cycles de fonctionnement automobiles où la puissance de pointe peut être 3 à 4 fois supérieure à la puissance continue nominale. Les courbes d’impédance thermique transitoire dans la fiche technique montrent comment la température de jonction augmente sur des échelles de temps allant de microsecondes à secondes.
Une erreur fréquente est de sous-estimer les pertes de conduction dans les dispositifs SiC. Bien que les pertes de commutation diminuent avec la technologie SiC, la chute de tension en état d’activation génère toujours une chaleur significative à des courants élevés. Un MOSFET SiC 1200V avec une résistance sur 80 mΩ transportant 50Arms génère environ 200W de perte de conduction à lui seul. Combinées aux pertes de commutation et aux pertes de commande de grille, la dissipation totale peut facilement dépasser 250W par appareil, nécessitant une conception thermique soignée.
| Méthode de refroidissement | Typique de Rth(c-a) | Densité de puissance | Facteur de coût | Applications |
|---|---|---|---|---|
| Convection naturelle + dissipateur thermique | 2 - 5 °C/O | < 50 W/cm³ | 1x | Industriel à faible consommation |
Pour la plupart des applications de traction automobile, le refroidissement à plaque froide liquide offre l’équilibre optimal entre densité de puissance et complexité du système. Les applications industrielles en dessous de 50 kW peuvent généralement utiliser un refroidissement à air forcé, tandis que les installations à énergie renouvelable utilisent souvent la convection naturelle avec des dissipateurs thermiques de taille appropriée pour éviter les pannes des ventilateurs. Vérifiez toujours la conception thermique en tenant compte de la température ambiante dans le pire des cas, de l’altitude (qui influence le refroidissement de l’air) et des conditions de cycle de travail.
5. Considérations de conception et pièges courants
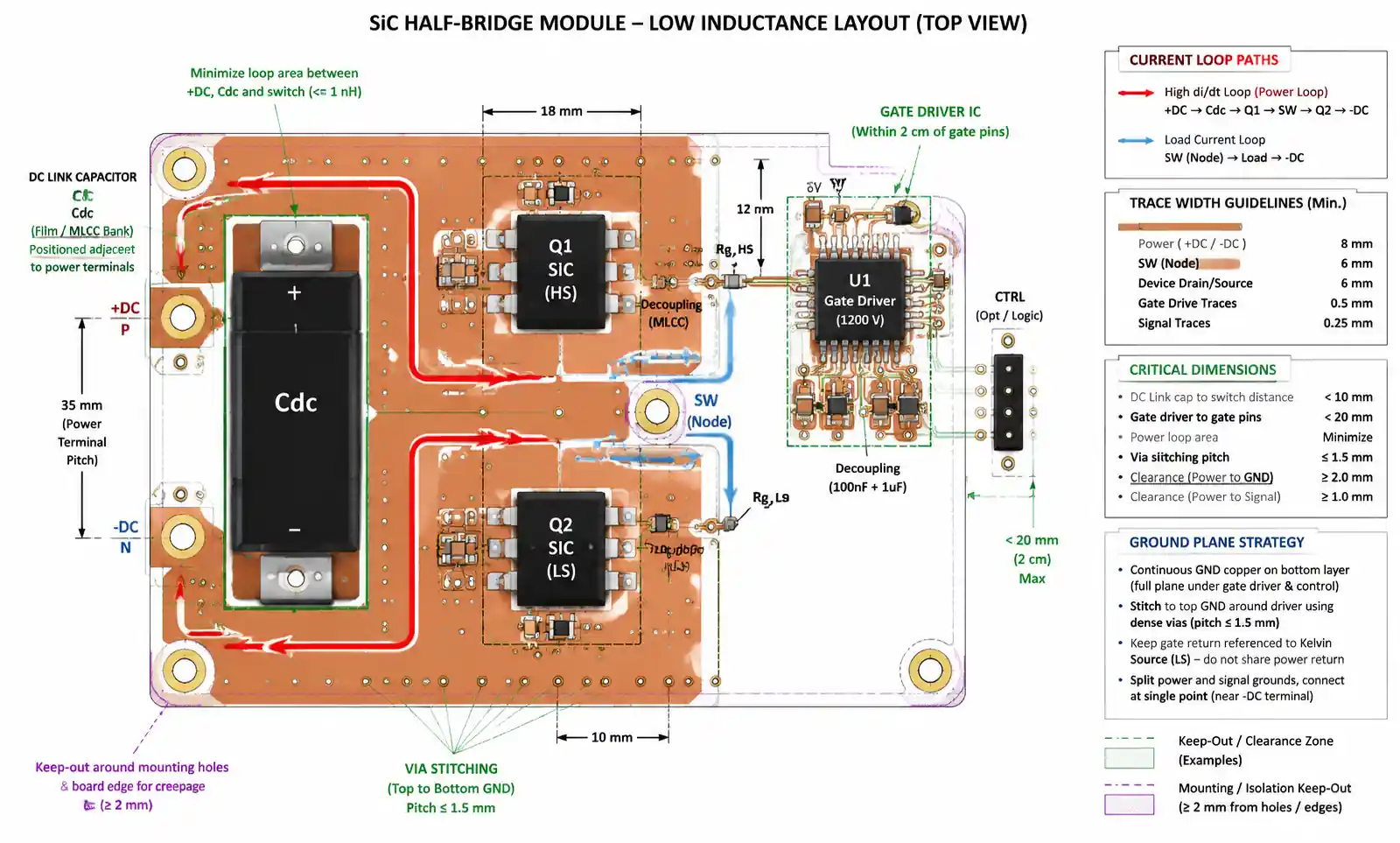
La considération de conception la plus critique pour l’emballage SiC est la minimisation de l’inductance des boucles de porte. Le circuit du pilotage de la porte doit être placé aussi près que possible des broches de la porte du paquet, avec des chemins de retour à la terre soigneusement gérés. Une inductance de boucle de grille supérieure à 10 nH peut provoquer une instabilité dans les dispositifs SiC à commutation rapide, entraînant une oscillation parasite ou un faux allumage des dispositifs complémentaires. L’utilisation de boîtiers quatre broches avec des connexions source Kelvin séparées réduit l’inductance de la boucle de grille en fournissant un chemin de retour dédié à la porte.
La disposition du circuit imprimé autour du boîtier nécessite une attention particulière à la géométrie de la boucle d’alimentation. Le condensateur de liaison DC doit être positionné pour minimiser la surface enfermée par les chemins de courant positif et négatif. Pour une configuration à demi-pont, cela signifie placer le condensateur DC directement adjacent au boîtier avec des pistes larges et courtes. Chaque pouce supplémentaire de longueur de trace ajoute environ 20 à 30 nH d’inductance, ce qui se traduit directement par un dépassement de tension lors des transitions d’arrêt.
Le fonctionnement parallèle de plusieurs dispositifs SiC exige une correspondance précise des éléments parasites. Une inductance inégalaire entre dispositifs parallèles provoque un déséquilibre de courant lors des transitions de commutation, pouvant entraîner une surchauffe localisée et une défaillance prématurée. Si une opération parallèle est requise, utilisez des dispositifs du même lot de production, assurez-vous d’une disposition symétrique du PCB et envisagez des pilotes de portes actives qui compensent les variations d’un appareil à l’autre. Dans de nombreux cas, la mise à niveau vers un seul appareil à courant plus élevé est plus fiable que de mettre en parallèle plusieurs appareils à courant plus faible.
Le surpassement de tension lors de l’arrêt est proportionnel à l’inductance parasite et à di/dt : V_overshoot = L × di/dt. Avec des dispositifs SiC atteignant des valeurs di/dt de 10 à 50 kA/μs, même 10 nH d’inductance produisent un dépassement de 100 à 500 V. Cela doit être pris en compte dans la sélection de la tension nominale de l’appareil. Pour une application de bus DC 800V, utilisez des appareils 1200V plutôt que des appareils 1000V à leur limite. La marge supplémentaire empêche la rupture par avalanche lors de conditions transitoires.
| Piège courant | Conséquence | Stratégie de prévention |
|---|---|---|
| Inductance excessive de la boucle de grille | Oscillation, fausse allumage, tir à travers | Utilisez des boîtiers 4 broches, minimisez la distance entre les pilotes de porte |
| Mauvais placement des condensateurs de liaison DC | Dépassement de tension, EMI, surcharge de l’appareil | Positionner les condensateurs à moins de 2 cm des bornes d’alimentation |
| Matériau d’interface thermique inadéquat | Points chauds, défaillance prématurée | Utilisez un TIM de haute qualité, assurez-vous que le couple de montage est correct |
| Sous-estimation des pertes de commutation | Fuite thermique, déclassement inattendu | Calculer les pertes à la fréquence et la tension de commutation réelles |
| Ignorer le cycle d’alimentation dans la conception | Défaillances sur le terrain après 1 à 3 ans | Sélectionnez des forfaits avec des données cycliques éprouvées > 100k |
| Distance de déplacement insuffisante | Décharge partielle, dégradation de l’isolation | Vérifier les distances selon les normes IEC 60664-1 |
Un problème souvent négligé est la sélection des résistances de grille. Bien qu’une résistance de gate plus faible réduise le temps de commutation et les pertes, elle augmente le di/dt et le dv/dt, aggravant les EMI et les dépassements de tension. La résistance de gate optimale représente un compromis : typiquement 2-10Ω pour les MOSFET SiC selon la taille du dispositif et les exigences de l’application. Vérifiez toujours la puissance nominale des résistances de grille, car les courants de pointe de grille peuvent dépasser 5A lors de commutations rapides.
6. Normes de fiabilité et de qualification
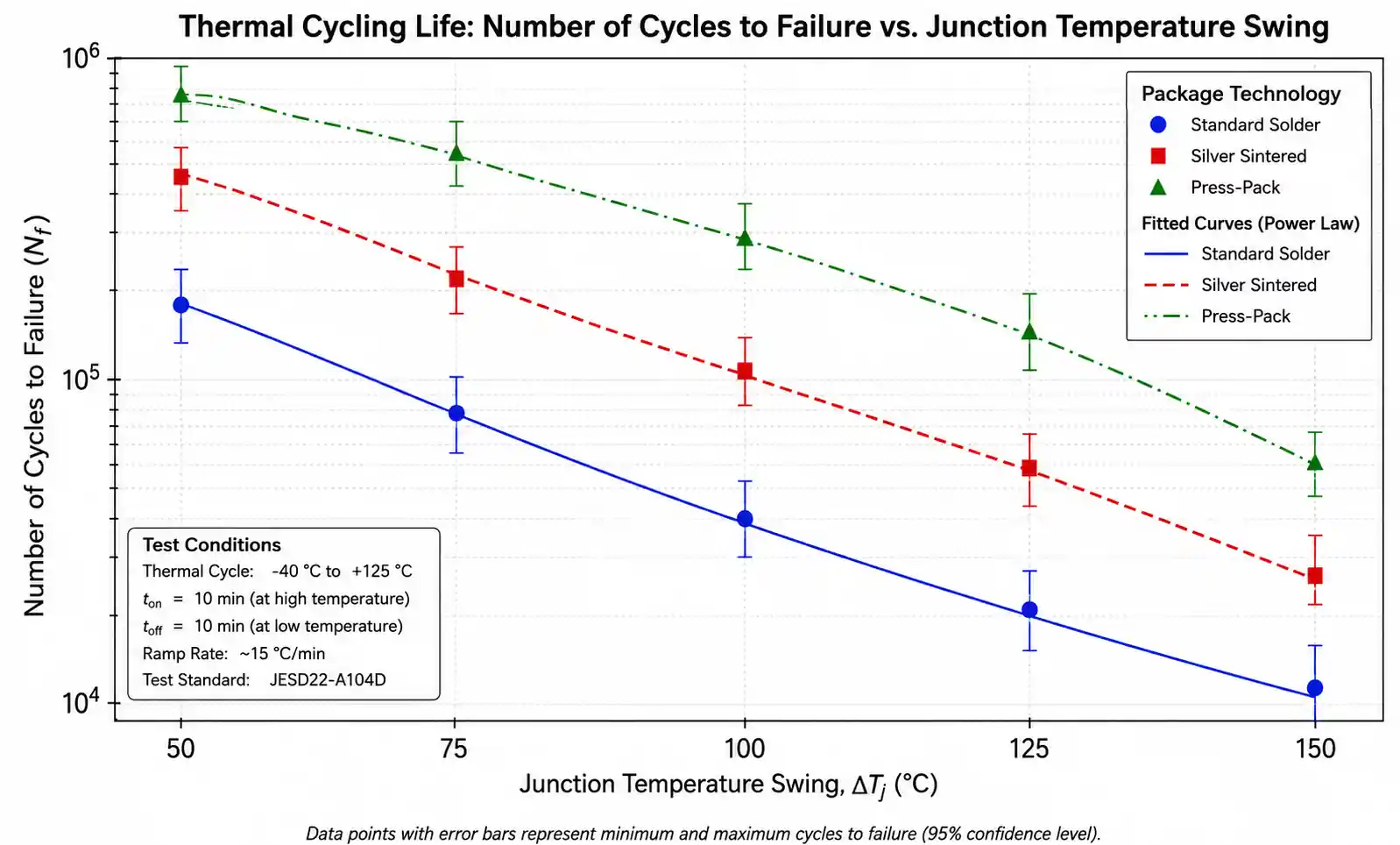
La fiabilité du boîtier SiC repose sur trois principaux mécanismes de défaillance : la fatigue du fil de liaison, la délamination de la couche de soudure et la dégradation diélectrique. La fatigue du fil de liaison survient en raison du décalage du coefficient de dilatation thermique (CTE) entre le fil d’aluminium et la puce en carbure de silicium. Chaque cycle thermique provoque une déformation plastique microscopique à l’interface de liaison. Après 10 000 à 100 000 cycles (selon ΔTj), les fissures se propagent et la résistance augmente, conduisant finalement à des circuits ouverts.
Les packages modernes à haute fiabilité traitent la fatigue des fils de liaison par plusieurs approches. Le frittage à l’argent remplace la fixation traditionnelle de la puce de soudure, offrant une performance de cycle thermique supérieure grâce à une meilleure correspondance CTE et une température de fusion plus élevée. La liaison par fil de cuivre offre une meilleure résistance à la fatigue que l’aluminium mais nécessite des procédés spéciaux pour prévenir la corrosion galvanique. Certains modules avancés éliminent complètement les fils de liaison, utilisant des interconnexions à rubans en cuivre ou une construction en press-pack pour des applications nécessitant 500 000+ cycles d’alimentation.
La qualification automobile suit les normes AEC-Q101 pour les semi-conducteurs discrets et l’AEC-Q200 pour les composants passifs, mais les modules de puissance nécessitent souvent des tests supplémentaires selon les exigences spécifiques au fabricant. Les tests clés incluent le cycle d’alimentation (minimum 50 000 cycles à ΔTj = 80-100°C), le choc thermique (-40°C à 150°C, 1000 cycles), le polarisation inverse haute température (HTRB) et le test de polarisation humidité-température (H3TRB). Les applications industrielles font généralement référence aux normes IEC 60747.
| Standard de qualification | Application cible | Tests clés | Exigence typique |
|---|---|---|---|
| AEC-Q101 | Automobile (discret) | Mise en cycle d’alimentation, HTRB, TC | 50k cycles @ ΔTj=80°C |
| AEC-Q200 | Automobile (modules) | Cycle d’alimentation, choc thermique, vibrations | 100 000 cycles @ ΔTj=100°C |
| IEC 60747-9 | Énergie industrielle | Surtension, MSL, cycle thermique | 10k cycles @ ΔTj=80°C |
| IEC 61287 | Traction ferroviaire | Cycle d’alimentation, vibrations, chocs | 100 000 cycles @ ΔTj=125°C |
| MIL-STD-750 | Aérospatiale, défense | Température étendue, rayonnement | 20k cycles @ ΔTj=150°C |
Pour les applications critiques, demandez les données de test de cycle d’alimentation auprès du fabricant du module montrant les conditions réelles et les résultats du test. De nombreuses fiches techniques ne fournissent que des estimations génériques de fiabilité sans données à l’appui. Un fabricant fiable fournira des courbes S-N (contrainte par rapport au nombre de cycles jusqu’à la défaillance) et une analyse Weibull montrant la répartition des défaillances. Ces données permettent une prédiction précise de la durée de vie basée sur votre cycle de travail spécifique et votre profil de température.
La fiabilité sur le terrain est fortement influencée par la qualité de l’installation. Un couple de montage inadéquat peut introduire des contraintes mécaniques qui accélèrent la fissuration du paquet. Le matériau d’interface thermique doit être appliqué uniformément à l’épaisseur spécifiée, généralement 50-200 microns. Dépasser la température maximale de jonction, même brièvement, peut entraîner une dégradation rapide de l’oxyde de grille et de la métallisation. La mise en œuvre de la surveillance et de la protection de la température dans le firmware de contrôle est essentielle pour atteindre les projections de fiabilité des feuilles techniques.
7. FAQ
Quelle est la différence entre les modules SiC à base et sans base ?
Les modules de base utilisent une plaque de base métallique (généralement en cuivre ou en composite aluminium-silicium-carbure) fixée au substrat DBC, assurant une rigidité structurelle et une interface thermique uniforme pour le montage du dissipateur. Les modules sans base éliminent la plaque de base, exposant directement le substrat DBC pour la fixation aux dissipateurs thermiques. Les conceptions sans base réduisent la résistance thermique de 0,02 à 0,05 °C/W et la hauteur du boîtier de 3 à 5 mm, améliorant ainsi la densité de puissance. Cependant, ils nécessitent des surfaces de dissipateur thermique planes (< 50 μm de platé) et un montage soigneux pour éviter les contraintes mécaniques. Les modules de base sont plus tolérants envers les variations des systèmes de gestion thermique et sont préférés pour les applications industrielles où le personnel de maintenance peut remplacer les modules.
Comment calculer la capacité de liaison DC requise pour les paquets SiC ?
La capacité du lien DC doit fournir un courant ondulant lors des transitions de commutation tout en limitant la ondulation de tension. La capacité minimale est C_min = I_out / (2 × f_sw × ΔV), où I_out est le courant de charge, f_sw est la fréquence de commutation, et ΔV est la ripple de tension acceptable (typiquement 2-5 % du bus DC). Pour un onduleur 400A, 20 kHz avec 2 % de ripple sur un bus DC 800V, C_min ≈ 625 μF. De plus, des condensateurs de film à faible ESL (polypropylène ou céramique) doivent être placés près du module pour gérer les composants courants à haute fréquence. La conception totale du lien DC nécessite d’analyser à la fois les besoins de stockage d’énergie en masse et de découplage haute fréquence.
Les packs SiC peuvent-ils fonctionner à des températures de jonction supérieures à celles homologuées ?
Alors que les matériaux semi-conducteurs SiC peuvent théoriquement fonctionner au-dessus de 200°C, les matériaux de boîtier limitent la température pratique des jonctions à 150-175°C en continu. Dépasser les spécifications Tj(max) dégrade la fiabilité des oxydes de grille, accélère l’électromigration de la métallisation et réduit la durée de vie des cycles d’alimentation. De courtes excursions jusqu’à 200°C lors de transitoires peuvent être acceptables, mais un fonctionnement continu au-dessus du Tj(max) estimé annule la garantie et réduit considérablement la durée de vie attendue. Concevoir toujours la gestion thermique de maintenir la température de jonction inférieure à la limite maximale nominale dans les pires conditions, y compris la température ambiante maximale, l’altitude et la dégradation de l’interface thermique en fin de vie.
Quelles sont les principales différences entre les ensembles SiC de qualité automobile et industriels ?
Les ensembles de qualité automobile subissent des tests de qualification approfondis selon les normes AEC-Q, incluant 100 000+ cycles d’alimentation, des tests de sensibilité à l’humidité renforcés et des plages de température plus larges (-40°C à 150°C ambiant). Ils utilisent généralement des joints à puces frittés en argent et des liaisons en fil de cuivre pour une fiabilité supérieure. Les ensembles de qualité industrielle peuvent utiliser des jointures à soudure et des liaisons en fil d’aluminium avec une qualification de 50 000 cycles, suffisantes pour des applications stationnaires dans des environnements contrôlés. Les packages automobiles incluent également des exigences de traçabilité plus strictes et des contrôles de procédé de fabrication pour atteindre des taux de défaillance DPPM (défauts par million de pièces) proches de zéro, requis pour les applications de traction critiques pour la sécurité.
Comment l’altitude affecte-t-elle la performance thermique du boîtier SiC ?
À des altitudes plus élevées, une densité de l’air réduite le transfert de chaleur par convection d’environ 10 % par 1000 m d’altitude. Cela affecte principalement les systèmes de refroidissement à air forcé et à convection naturelle. À 2000 m d’altitude, les performances de refroidissement par air se dégradent d’environ 20 %, nécessitant des dissipateurs plus grands ou des vitesses de ventilateurs plus élevées pour maintenir une résistance thermique équivalente. Les systèmes de refroidissement liquide sont minimement affectés par l’altitude puisque la densité du liquide et les propriétés thermiques restent constantes. De plus, une pression d’air réduite la tension d’initiation partielle de décharge, nécessitant des distances de fluage plus importantes pour les applications à haute tension au-dessus de 2000 m d’altitude.
Quels tests dois-je effectuer pour valider la sélection des paquets SiC ?
Commencez par une vérification thermique à l’aide de thermocouples ou de caméras thermiques pour mesurer la température du boîtier sous des conditions de charge maximale. Vérifiez que la température de jonction calculée à partir de la température du cas et de la fiche technique Rth(j-c) reste inférieure à Tj(max) avec une marge appropriée. Effectuer des tests EMI selon CISPR 25 (automobile) ou CISPR 11 (industriel) afin de confirmer que les transitoires de commutation et les résonances parasites sont dans les limites. Effectuez des tests accélérés de vie avec 1 000 à 5 000 cycles d’alimentation à votre pire ΔTj pour détecter les défauts d’assemblage. Pour la production à grande volée, mettez en place des tests en circuit de la tension seuil de grille et de la résistance à l’état d’activation afin de détecter les dispositifs contrefaits ou endommagés avant l’intégration du système.
Existe-t-il des remplacements directs pour les modules IGBT en silicium utilisant le SiC ?
Plusieurs fabricants proposent des modules SiC avec des empreintes compatibles avec les modules IGBT standards (boîtiers 62mm, 140mm), permettant un remplacement mécanique direct. Cependant, le remplacement « drop-in » nécessite des modifications des pilotes de porte car les MOSFT SiC nécessitent des niveaux de tension de grille différents (+15V/-4V typiques) et une capacité de courant de commande de porte plus élevée que les IGBT. De plus, la vitesse de commutation plus rapide du SiC exige une réduction de l’inductance de la boucle de grille et une disposition améliorée des circuits imprimés qui ne sont peut-être pas présents dans les conceptions IGBT existantes. Pour des performances optimales, attendez-vous à modifier le circuit du pilote de porte, le placement des condensateurs de liaison DC, et éventuellement la disposition des circuits imprimés lors de la mise à niveau de l’IGBT vers le SiC.
Comment gérer les délais longs pour les modules d’alimentation SiC ?
La disponibilité des substrats SiC et les processus d’emballage complexes entraînent des délais de livraison de 16 à 52 semaines pour les modules d’alimentation. Atténuer le risque de la chaîne d’approvisionnement par plusieurs stratégies : maintenir un inventaire stratégique des modules critiques basé sur des prévisions sur 6 à 12 mois ; concevoir des plateformes avec capacité à double source lorsque cela est possible, bien que les remplacements exacts en dépôt direct soient rares ; établir des accords-cadres avec les fabricants de modules pour une allocation engagée de capacités ; envisagez d’utiliser des dispositifs SiC discrets dans des boîtiers standards (TO-247) pour des prototypes avec des délais de livraison de 8 à 12 semaines, puis de passer à des modules optimisés pour la production. Pour les nouveaux designs, engagez les fournisseurs de modules pendant la phase d’architecture afin d’aligner les exigences sur les produits disponibles plutôt que de spécifier des modules personnalisés.
8. Conclusion et prochaines étapes
Le packaging SiC représente un facilitateur critique pour la performance de l’électronique de puissance de nouvelle génération. Le choix entre des ensembles discrets et des modules d’alimentation, l’approche de gestion thermique et le niveau de qualification en fiabilité doivent correspondre aux exigences spécifiques de votre application. Pour les onduleurs de traction automobiles, privilégiez les modules à faible inductance avec des données de cycle de puissance éprouvées dépassant 100 000 cycles et une qualification AEC-Q. Les entraînements de moteurs industriels et les applications d’énergie renouvelable peuvent exploiter des modules standards de 62 mm avec refroidissement à air forcé ou par convection naturelle, optimisant ainsi la rentabilité tout en maintenant une fiabilité adéquate.
Les trois paramètres les plus importants à vérifier pour votre application sont : la résistance thermique correspondant à vos objectifs de densité de puissance, l’inductance parasite compatible avec la fréquence de commutation souhaitée, et la capacité de recyclage répondant à vos besoins de vie. Si votre application exige des fréquences de commutation supérieures à 50 kHz ou des variations de température de jonction supérieures à 100°C, investissez dans des boîtiers avancés à faible inductance ou une technologie de fixation de puces frittées malgré un coût initial plus élevé.
Avant de finaliser votre sélection de paquet, téléchargez des fiches techniques détaillées incluant les modèles thermiques, les courbes de cycle d’alimentation et les consignes de mise en page. Pour les applications à grand volume, demandez des échantillons et effectuez des tests de validation thermique dans vos conditions réelles de fonctionnement. De nombreux fabricants de modules proposent gratuitement des modèles de simulation (PLECS, LTspice) et un support en ingénierie appliquée pour aider à l’optimisation thermique et électrique de la conception.
Si vous avez besoin d’aide pour la sélection du package SiC adapté à votre application spécifique, notre équipe d’ingénieurs applicatifs sur le terrain peut fournir une analyse thermique détaillée, des projections de fiabilité et des recommandations de disposition. Contactez-nous pour discuter de vos besoins et accéder à notre bibliothèque complète de modèles de référence pour les applications automobiles, industrielles et renouvelables.