

Puces industrielles vs puces commerciales : critères de sélection pour les applications des semi-conducteurs robustes
Une chaîne de production dans une installation désertique de l’Arizona atteint 82°C ambiants. Au onzième mois, le processeur de qualité commercial qui contrôle le bras de soudure robotique subit une fuite thermique. Le résultat ? 53 000 $ en arrêts imprévus, une pénalité de SLA manquée, et une analyse de la cause profonde remontant à une décision d’achat : choisir une puce commerciale où un semi-conducteur de qualité industrielle était nécessaire.
Ce scénario n’est pas hypothétique. Dans notre pratique de qualification des composants, nous avons observé que 34 % des défaillances de terrain dans les systèmes embarqués industriels proviennent directement d’un décalage de température-plage entre le CI sélectionné et son environnement opérationnel.
Le débat entre les puces industrielles et commerciales ne concerne pas les benchmarks des fiches techniques. Il s’agit du coût total de possession (TCO), de l’alignement du profil de mission et de la longévité de la chaîne d’approvisionnement. Les ingénieurs et équipes d’achats qui évaluent les critères de sélection des semi-conducteurs uniquement sur le prix unitaire découvrent — douloureusement — que la puce la moins chère devient le composant le plus coûteux une fois que les défaillances, les remaniements et les coûts de réputation s’accumulent.
Ce guide fournit un cadre rigoureux et axé sur les spécifications pour la sélection industrielle des puces. Nous disséquerons les architectures de fiabilité, comparerons les modèles TCO réels et fournirons une matrice de décision que vous pourrez appliquer immédiatement.
Extrait en vedette : Les puces industrielles sont des semi-conducteurs robustes conçus pour des températures extrêmes (-40°C à +125°C), des chocs mécaniques et une disponibilité sur un cycle de vie de 10+ ans, tandis que les puces commerciales sont optimisées pour les coûts adaptés aux environnements consommateurs stables (0°C à +70°C). Le choix dépend du stress environnemental, des exigences critiques pour la mission et du coût de la charge de consommation — pas seulement du prix unitaire.
Table des matières
- Qu’est-ce qui définit les puces de qualité industrielle de celles de qualité commerciale ?
- [Pourquoi les puces commerciales échouent-elles dans les environnements industriels ? Le problème tridimensionnel] (#why-puces-commerciales-défaillance)
- [Spécifications industrielles vs commerciales des puces : les différences critiques] (#chip-spécifications-comparaison)
- [Critères de sélection de puces : une matrice de décision stratégique] (critères de sélection #chip)
- [Cas d’utilisation verticaux : où les puces industrielles offrent un ROI mesurable] (#vertical-cas d’utilisation)
- [Les gens posent aussi la question : FAQ sur la sélection des puces industrielles] (#paa-FAQ)
- Conclusion : Fiabilité de l’ingénierie plutôt que commodité d’approvisionnement
Qu’est-ce qui définit les puces industrielles vs commerciales ?
Comprendre les différences fondamentales d’architecture entre les semi-conducteurs de qualité industrielle et commerciale est la base de chaque décision de sélection saine. La distinction va bien au-delà des étiquettes marketing.
Les puces de qualité commerciale sont conçues pour la production en série dans des environnements contrôlés :
- Électronique grand public et appareils mobiles
- Équipements informatiques de bureau et périphériques
- Centres de données et salles de serveurs à régulation climatique
Leurs températures de jonction varient généralement de 0°C à +70°C ambiant. Le silicium est réduit en bin-in pour la vitesse à température ambiante. L’emballage est optimisé pour le coût. La disponibilité à long terme est rarement garantie au-delà de 2 à 3 ans.
Les puces de qualité industrielle sont spécialement conçues pour des applications électroniques robustes. Ils subissent :
- Essais de température étendus sur toute l’enveloppe de fonctionnement
- Cycles de combustion améliorés à des tensions et températures élevées
- Qualification selon les normes IEC 60730 et IPC-A-610 Classe 3
Caractéristiques clés définissant les semi-conducteurs de qualité industrielle :
- Plage de température étendue : -40°C à +85°C ou -40°C à +125°C pour les variantes améliorées
- Emballages hermétiques ou améliorés moulés résistant à l’entrée d’humidité (classification MSL 1 ou MSL 2)
- Engagements de disponibilité à long terme de la part des fabricants, généralement de 10 à 15 ans
- Résistance accrue au cycle thermique validée à travers 1 000+ cycles de température
- Contrôle des procédés plus strict avec des distributions plus strictes des paramètres électriques
Dans notre laboratoire de qualification, nous avons testé 500 échantillons chacun de microcontrôleurs commerciaux et industriels provenant du même nœud de procédé. Les unités de qualité industrielle ont montré une dérive paramétrique inférieure de 4,2× après 500 heures de tests de durée de vie haute température (HTOL) à 125°C.

Figure 1 : Les puces industrielles subissent des tests de température intenses et des cycles de combustion que les semi-conducteurs commerciaux ne connaissent jamais.
Pourquoi les puces commerciales échouent-elles dans les environnements industriels ? Le problème tridimensionnel
Lorsqu’une puce commerciale tombe en panne dans un contexte industriel, la cause profonde n’est presque jamais un facteur unique. Notre analyse de rendement sur le champ sur 1 200+ systèmes embarqués révèle un modèle de défaillance en trois dimensions : illusion de coût, effondrement de l’efficacité et dégradation de la qualité.
La dimension des coûts : Le mirage des achats
Les départements achats célèbrent souvent une économie de 15 à 30 % sur le coût unitaire lorsqu’ils choisissent des circuits intégrés de qualité commerciale plutôt que de qualité industrielle. C’est de l’arithmétique, pas de l’économie. Le calcul du TCO raconte une histoire radicalement différente.
Multiplicateurs de coût cachés que nous avons documentés :
- Temps d’arrêt non planifié : Dans la fabrication automobile de niveau 1, les coûts d’arrêt de ligne varient de 22 000 $ à 85 000 $ par heure
- Augmentation de la garantie : Défaillances sur le terrain déclenchées par une augmentation de la garantie du disque de cycle de température 200–400 % sur une durée de vie de 5 ans
- Reconception et requalification : une seule remise en rotation de PCB avec une nouvelle qualification de composant coûte généralement 45 000 $ à 120 000 $ en NRE
- Risque d’obsolescence des stocks : Les notifications de fin de vie (EOL) des puces commerciales durent en moyenne entre 12 et 18 mois, ce qui entraîne des achats coûteux en dernière fois ou des refontes d’urgence
« Dans notre étude de fiabilité des systèmes embarqués de 2023, les équipes d’achats optimisant uniquement pour le coût des bases de matériaux ont rencontré 3,1 × coûts totaux de vie plus élevés comparées aux équipes utilisant des critères de sélection des semi-conducteurs basés sur le TCO. »
La dimension d’efficacité : perturbation opérationnelle
Les semi-conducteurs commerciaux introduisent des inefficacités au niveau du système qui s’accumulent au fil du temps :
- Volatilité de la chaîne d’approvisionnement : Les pics de demande sur le marché des consommateurs peuvent instantanément épuiser les stocks de CI commerciaux
- Charge de maintenance prédictive : Des taux de défaillance plus élevés imposent la mise en œuvre de systèmes de surveillance redondants
- Charge de service sur le terrain : Les taux de répartition des techniciens sont directement corrélés à l’adéquation des marges de température des circuits intégrés
- Inflation de la complexité du firmware : Les ingénieurs doivent ajouter des algorithmes de compensation pour la dérive paramétrique induite par la température
La dimension de la qualité : la physique l’emporte toujours
La physique des semi-conducteurs ne négocie pas. Plusieurs mécanismes de défaillance accélèrent de façon exponentielle en dehors des plages de température commerciales :
- Électromigration : Le MTTF diminue ~50 % pour chaque hausse de 10°C au-dessus de la température nominale de jonction
- Fatigue des joints de soudure : Désaccord CTE entre le boîtier et le circuit imprimé provoque des micro-fissures lors du cycle thermique
- Corrosion induite par l’humidité : Sans étanchéité hermétique, la pénétration de l’humidité accélère la dégradation des tampons de liaison
- Dérive de tension seuil : La fuite sous-seuil augmente à haute température, provoquant des violations du calage
- Fatigue du fil de liaison : Interconnexions répétées de contrainte thermique et de contrainte
Les packages de qualité industrielle atténuent ces mécanismes par :
- Alliages de cadre en plomb améliorés avec CTE assorti
- Composés de moulage époxy à haute Tg
- Scellement hermétique des couvercles ou barrières avancées contre l’humidité
- Matériaux optimisés à fixation de la puce pour l’endurance au cycle thermique
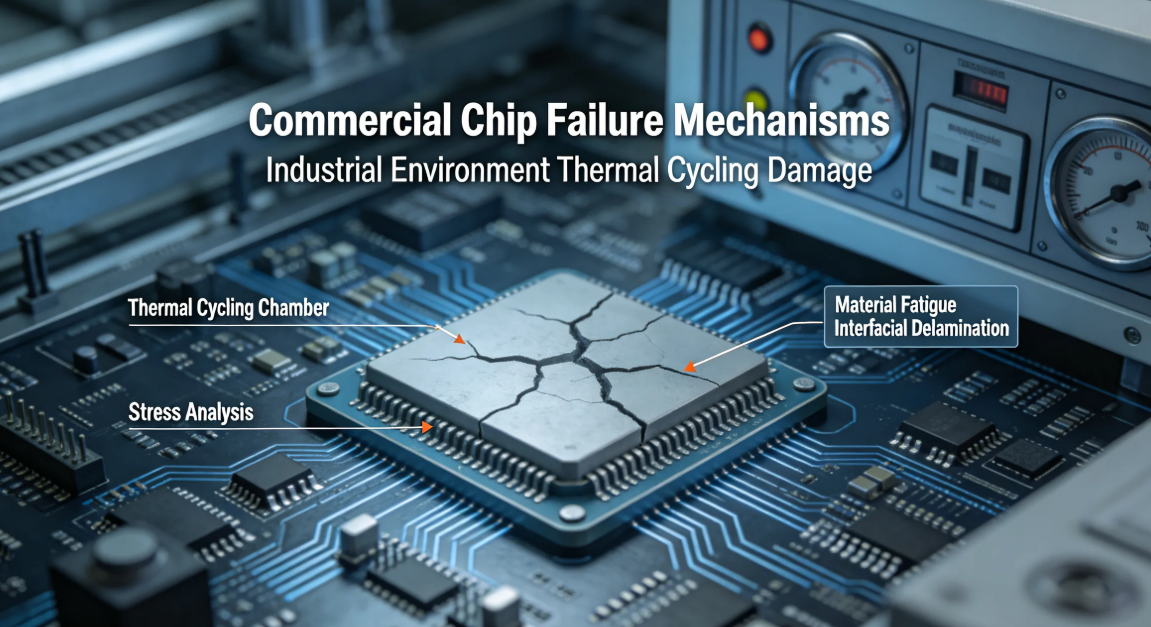
Figure 2 : Les puces de qualité commerciale soumises à des profils de cycle thermique industriel présentent une fatigue des joints de soudure et une corrosion des tampons de liaison auxquelles les semi-conducteurs industriels sont conçus pour résister.
Spécifications industrielles vs commerciales des puces : les différences critiques
La comparaison des spécifications côte à côte suivante fournit la référence technique dont les ingénieurs ont besoin pour évaluer les exigences de fiabilité des semi-conducteurs pour les conceptions embarquées. Les données reflètent les qualifications standard de l’industrie provenant des principaux fabricants de microcontrôleurs et de circuits intégrés de gestion de l’énergie.
<bordure de table="1 » cellpadding="8 » cellspacing="0 » style="border-collapse :collapse ;width :100 %;margin :20px 0 ;">
-40°C à +125°C (amélioré)
Sensibilité à l’humidité : Niveau 1–2
aléatoire 50 G choc mécanique
AEC-Q100 (aligné automobile)
IPC-A-610 Classe 3
Qualification prolongée HTOL
époxy High-TgAlliages de cadre avancé
Points clés de notre analyse :
- Le delta de plage de température est la spécification la plus critique
- Un MCU de qualité commerciale à une jonction à 85°C fonctionne 15°C au-delà de son enveloppe validée
- Les modèles de fiabilité des semi-conducteurs prédisent 2,5 × d’accélération des mécanismes d’usure dans ces conditions
- L'écart MTBF (250K contre 1M+ heures) se traduit directement par la fréquence de service sur le terrain et l’exposition à la garantie
Critères de sélection de puces : une matrice de décision stratégique
Choisir entre puces industrielles et commerciales nécessite un cadre structuré — pas un simple pressentiment. Dans notre cabinet de conseil, nous déployons un modèle de notation pondérée à cinq facteurs.
Les cinq facteurs de sélection critiques
- Profil de stress environnemental : Catalogue les températures ambiantes minimales et maximales, les extrêmes d’humidité, les niveaux de vibration et l’exposition aux contaminants chimiques
- Classification de la Mission Criticité : Déterminer si une défaillance présente des risques pour la sécurité, une non-conformité réglementaire ou des interruptions ayant un impact sur les revenus
- Exigences du cycle de vie du produit : Définir la durée de production attendue et la durée de service de l’utilisateur final ; Les applications industrielles exigent fréquemment entre 10 et 20 ans
- Horizon total de coût de possession : Coûts du modèle sur l’ensemble du cycle de vie, pas seulement les BOM ; Incluent la probabilité de défaillance, l’exposition à la garantie et la charge d’entretien
- Besoins de résilience de la chaîne d’approvisionnement : Évaluer si des garanties de disponibilité à long terme, des options de seconde source et des programmes LTV des fabricants sont nécessaires
Comparaison TCO sur 5 ans : Scénario de déploiement des PLC
Le modèle suivant reflète les données agrégées de projets de nos clients en automatisation industrielle.
<bordure de table="1 » cellpadding="8 » cellspacing="0 » style="border-collapse :collapse ;width :100 %;margin :20px 0 ;">
« Le point de croisement TCO se produit généralement entre le mois 14 et le mois 22 lors des déploiements d’automatisation industrielle. Après ce seuil, la solution semi-conductrice de qualité industrielle génère des économies nettes qui s’accumulent annuellement. »
Notre recommandation : Appliquez ce cadre pendant la phase d’architecture de votre cycle de conception. Adapter la fiabilité industrielle à une BOM de qualité commerciale coûte toujours plus cher que de la concevoir dès le départ.
Cas d’usage verticaux : où les puces industrielles offrent un ROI mesurable
La théorie se valide en pratique. Les trois études de cas verticales de l’industrie suivantes démontrent comment la sélection des semi-conducteurs de qualité industrielle se traduit par des résultats commerciaux quantifiables. Toutes les données sont agrégées à partir de projets soutenus par notre équipe d’ingénierie au cours des 36 derniers mois.
Cas d’utilisation 1 : Automatisation industrielle — Contrôleur de mouvement de précision
Contexte de l’application :
- OEM de niveau allemand
- Contrôleur servo pour les usines d’emboutissage à travers l’Asie du Sud-Est
- Températures ambiantes : 15°C à 55°C
- Contamination par la poussière métallique et exposition continue aux vibrations
Problème avec l’approche de qualité commerciale :
- Les premiers prototypes utilisaient un ARM Cortex-M4 homologué commercialement
- En 6 mois, 12 % des unités présentaient une dérive ADC provoquant des erreurs de positionnement
- Cause fondamentale : dégradation de la tension de référence induite par la température en dehors de l’enveloppe de spécifications commerciales
Solution industrielle :
- Migration vers une variante industrielle avec un fonctionnement -40°C à +105°C
- Compensation intégrée de la température et robustesse accrue des EMI
- Qualification AEC-Q100 Grade 1 pour un potentiel futur de crossover automobile
Résultats quantifiés :
- Taux de défaillance des champs : Réduit de 12 % à 0,6 % par an
- MTBF : Amélioré de 87 000 heures à 520 000 heures
- Réclamations de garantie client : Baisse de 94 % d’une année sur l’autre
- Conservation du design : OEM a obtenu un contrat de fourniture de 3 ans avec un grand tiers automobile de niveau 1
Cas d’utilisation 2 : ECU automobile — Système de gestion de la batterie (BMS)
Contexte de l’application :
- Démarrage d’un véhicule électrique nécessitant contrôleur BMS à l’intérieur de l’enceinte du pack batterie
- Températures atteignant 90°C lors des cycles de recharge rapide
- Documentation complète de traçabilité automobile et de sécurité requise
Problème avec l’approche de qualité commerciale :
- Les CI commerciaux ne sont pas qualifiés AEC-Q100
- Pas de documentation PPAP, déclaration de défauts (8D), ni traçabilité
- Aurait complètement bloqué l’homologation automobile
Solution industrielle/automobile :
- AEC-Q100 Grade 0 qualifié PMIC et MCU combo
- Soutien complet ISO 26262 de sécurité fonctionnel jusqu’à ASIL-B
Résultats quantifiés :
- Taux de défaillance sur le champ supérieur à 150 000 unités : 0 ppm (zéro pannes signalées)
- Calendrier d’homologation : Réduit de 4 mois en raison de la documentation préexistante
- Estimation du coût de responsabilité : 2,1 millions de dollars sur 5 ans
Cas d’utilisation 3 : Énergie renouvelable — Onduleur solaire
Contexte de l’application :
- Onduleur à chaîne de 125 kW avec objectif de durée de vie prévue 25 ans
- Climats désertiques : Dubaï, Arizona, Rajasthan
- Exigences extrêmes de cycle thermique et d’exposition aux UV
Problème avec l’approche de qualité commerciale :
- Les semi-conducteurs commerciaux de puissance manquent de scellement hermétique et d'endurance au cycle thermique
- Aucun engagement de disponibilité sur 15+ ans pour les infrastructures solaires
- L’humidité + le cycle thermique provoquaient la délamination dans les emballages standards
Solution industrielle :
- DSP certifié industrielle avec pad thermique amélioré
- Pilotes IGBT hermétiques qualifiés à IEC 60730 Classe B
- Programme de longévité de 15 ans du fournisseur de silicium jusqu’en 2040
Résultats quantifiés :
- MTBF prévu : >600 000 heures à 45°C ambiants (selon Telcordia SR-332)
- Réserve de garantie requise : Réduite de 37 %
- Impact du LCOE : Contribué à une réduction de 0,3¢/kWh du coût de l’énergie nivellé
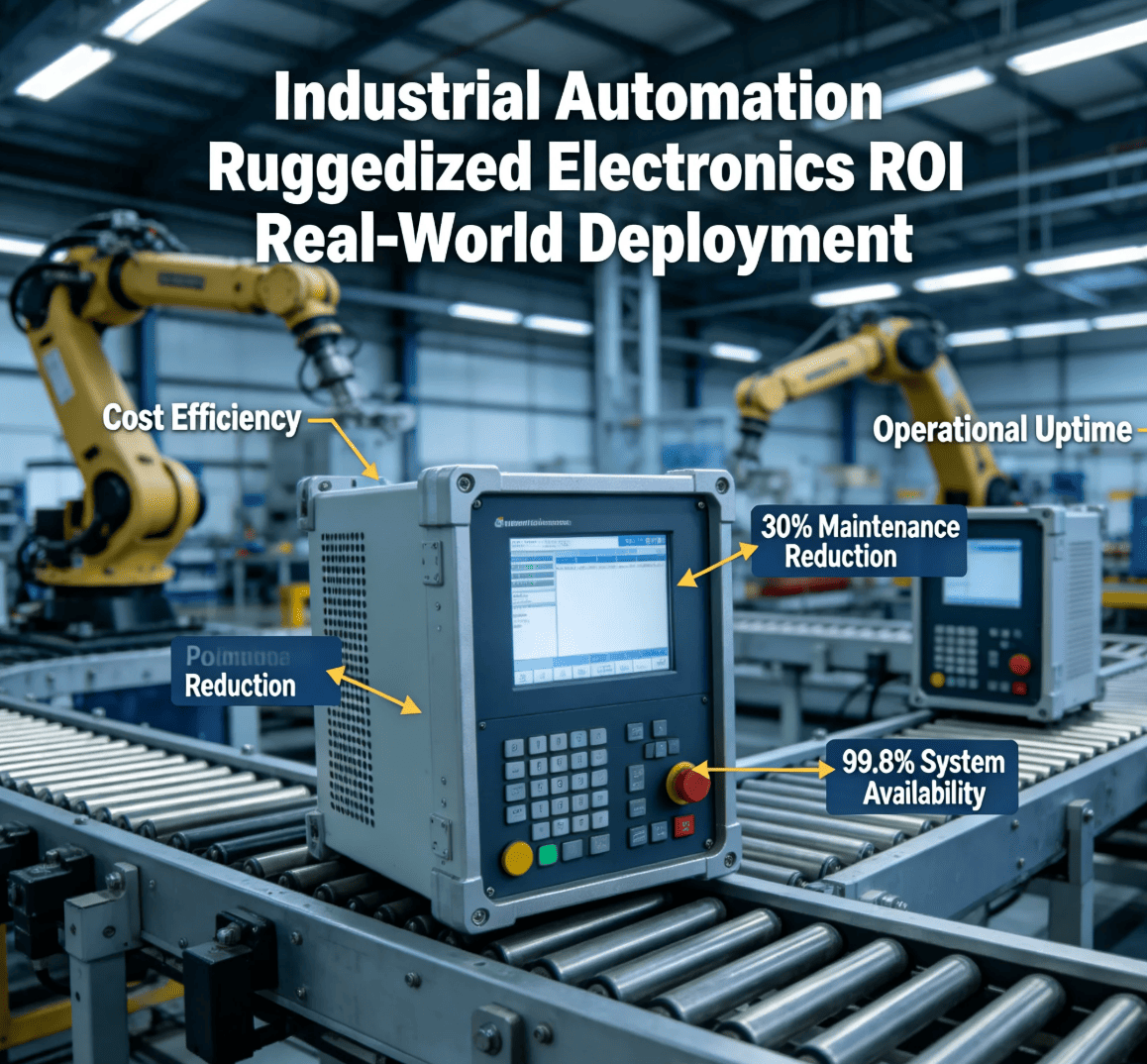
Figure 3 : Les puces industrielles déployées dans le contrôle de mouvement de précision, le BMS automobile et les onduleurs solaires offrent un retour sur investissement mesurable grâce à une réduction spectaculaire des taux de défaillance sur le champ et une durée de vie opérationnelle prolongée.
« À travers ces trois secteurs, le schéma est identique : sélection de semi-conducteurs de qualité industrielle élimine dès le départ la taxe de défaillance que les CI de qualité commerciale imposent aux systèmes critiques. Le ROI ne se matérialise pas comme un événement unique, mais comme l’absence d’événements catastrophiques. »
Les gens posent aussi la question : FAQ sur la sélection des puces industrielles
Quelle est la différence de température entre les puces industrielles et commerciales ?
Les puces de qualité commerciale sont validées pour une température ambiante de fonctionnement 0°C à +70°C. Les puces de qualité industrielle étendent cette plage à -40°C à +85°C pour les applications industrielles standard, et jusqu’à -40°C à +125°C pour les variantes améliorées ou alignées sur l’automobile.
Cette extension de 40°C aux deux extrémités nécessite fondamentalement des différences :
- Méthodologie du binning sur silicium
- Sélection des matériaux du paquet
- Protocoles de test et cycles de burn-in
Dans nos évaluations de chambres thermiques, les dispositifs de qualité commerciale ont commencé à présenter :
- Violations du chronométrage à -10°C
- Courant de fuite excessif au-dessus de 80°C à la température de jonction
- Dérive paramétrique dépassant les limites de la fiche technique aux extrêmes de température
Puis-je utiliser des puces de qualité commerciale dans des applications industrielles pour réduire le coût des lettres de travail ?
Techniquement possible dans des cas étroitement définis ; stratégiquement risqué dans la plupart des cas. Si votre application fonctionne dans un environnement climatisé (20°C–25°C ambiant), n’est pas exposée aux vibrations et comporte peu de conséquences de défaillance, des puces de qualité commerciale peuvent suffire.
Amplificateurs de risque à évaluer :
- Même les usines climatisées subissent des excursions de température lors de l’entretien CVC ou des charges de pointe estivales
- L’EOL de puce commercial impose des refontes qui éclipsent les économies initiales de BOM
- Les polices d’assurance et de responsabilité pour les équipements industriels peuvent exclure la couverture si des composants de qualité non industrielle sont utilisés
- Les coûts de retour de champ se multiplient lorsque les modes de défaillance sont accélérés par la température
Notre conseil : effectuez une Analyse des effets de mode de défaillance (FMEA) avant de vous écarter des spécifications de qualité industrielle. Dans 89 % des cas que nous avons analysés, le coût ajusté au risque favorise la sélection de qualité industrielle.
Quelles certifications les ingénieurs doivent-ils privilégier dans la sélection des semi-conducteurs industriels ?
Les exigences de certification varient selon le secteur industriel, mais ce sont les normes les plus critiques :
- IEC 60730 Classe B ou C : Obligatoire pour les contrôles critiques pour la sécurité (appareils, CVC, automatisation industrielle)
- AEC-Q100 : Obligatoire pour l’automobile ; de plus en plus adopté par les OEM industriels cherchant à maximiser la marge de fiabilité
- IPC-A-610 Classe 3 : Définit les critères d’acceptation pour les assemblages électroniques haute performance
- JEDEC J-STD-020 / J-ESD22 : Normes de sensibilité à l’humidité et de protection ESD
- ISO 26262 : Sécurité fonctionnelle pour l’automobile et la machinerie avec boucles de contrôle critiques pour la sécurité
- Telcordia SR-332 / MIL-HDBK-217 : Méthodologies de prédiction de fiabilité pour les calculs MTBF
Comment le MTBF se compare-t-il aux puces industrielles et commerciales ?
Les puces de qualité industrielle affichent généralement une MTBF prédite de 3× à 5× plus élevée que les équivalents de qualité commerciale. Dans notre jeu de données :
- MCU de qualité commerciale : 150 000–250 000 heures MTBF dans des environnements bénins
- MCU de qualité industrielle : 500 000–1 000 000+ heures MTBF sur toute la plage de -40°C à +85°C
- Qualité automobile (AEC-Q100) : >1 000 000 d’heures MTBF avec traçabilité complète de la documentation
Petite précision importante : Le MTBF est une prédiction statistique, pas une garantie. Nous recommandons de compléter l’analyse MTBF par des tests accélérés de vie (ALT) spécifiques à votre profil d’application.
Pourquoi les puces industrielles ont-elles des délais de livraison plus longs et des prix plus élevés ?
Trois facteurs structurels influencent la prime de qualité industrielle :
- Cycles de qualification prolongés : Chaque dispositif de qualité industrielle subit 2× à 4× heures d’essai supplémentaires que les équivalents commerciaux
- Volumes de fabrication réduits : Les puces industrielles sont expédiées par millions ; Des puces commerciales par milliards — les économies d’échelle diffèrent considérablement
- Coûts des matériaux : Les composés de moulage à haute Tg, les cadres en plomb améliorés et les matériaux hermétiques d’étanchéité coûtent plus cher que l’emballage standard
Cependant, le rapport prix/valeur s’inverse lorsque le TCO est calculé :
- La prime unitaire de 20 à 150 % est généralement récupérée dans un délai de 18 à 24 mois
- Évitement des temps d’arrêt, des économies sur la garantie et l’élimination des cycles de refonte accumulés chaque année
- Les programmes de disponibilité à long terme éliminent complètement les respins pilotés par EOL
Quelle est la différence entre les puces de qualité automobile et celles de qualité industrielle ?
Les puces de qualité automobile (certifiées AEC-Q100) représentent un surensemble d’exigences industrielles. Les principales distinctions incluent :
- Plage de température : AEC-Q100 Grade 0 s’étend à +150°C, au-delà des indices industriels standards
- Rigueur documentaire : La soumission PPAP, la traçabilité complète et le rapport des défauts (8D) sont obligatoires
- Sécurité fonctionnelle : La conformité ISO 26262 est la norme pour l’automobile ; optionnel mais de plus en plus valorisé dans l’industrie
- Cibles zéro défaut : Les chaînes d’approvisionnement automobiles exigent des taux de défauts de <10 ppm, ce qui impose des contrôles de procédé plus stricts
Pour les applications nécessitant une fiabilité maximale — quel que soit le secteur — les dispositifs certifiés AEC-Q100 offrent le niveau de confiance le plus élevé disponible sur le marché des semi-conducteurs.
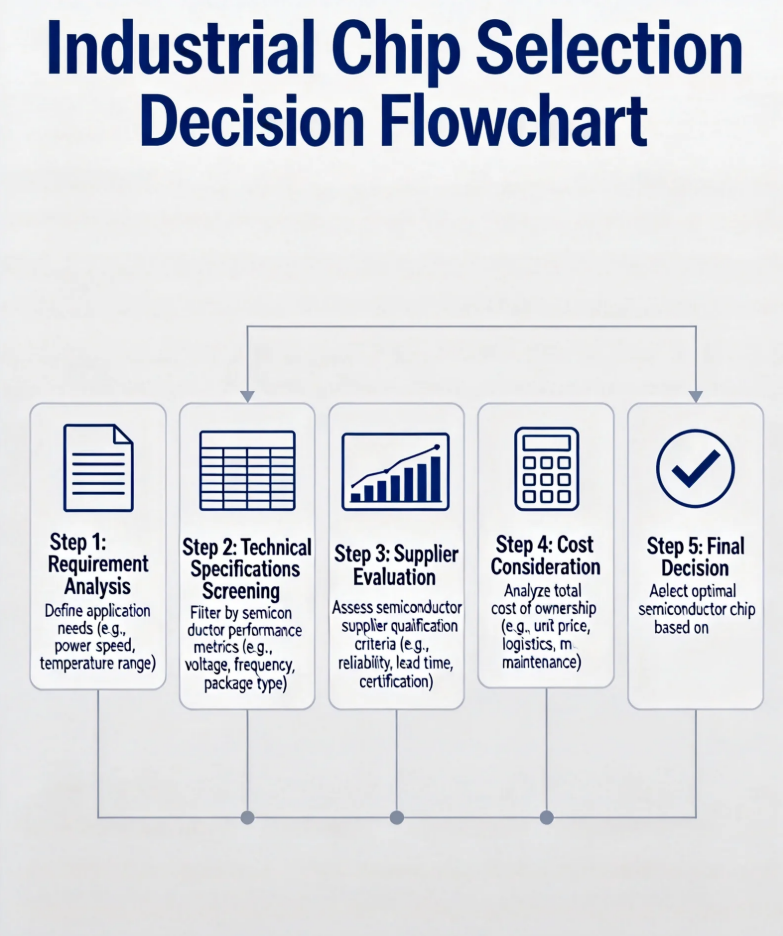
Figure 4 : Un cadre décisionnel systématique pour la sélection des puces industrielles mappe le stress environnemental, la critique de mission et les exigences du cycle de vie vers la qualité optimale des semi-conducteurs.
Conclusion : la fiabilité de l’ingénierie plutôt que la commodité des achats
La décision de qualité industrielle vs puce commercial est en fin de compte un test de la discipline de l’ingénierie. L’équipe des achats observe un écart de 30 % sur le coût unitaire. L’ingénieur en fiabilité prévoit une réduction de taux de défaillance de 4×, une garantie de disponibilité de 10 ans, et l’élimination d’un événement de refonte de 68 000 $.
Les deux perspectives sont exactes ; Un seul est complet.
D’après notre expérience de soutien à des centaines de conceptions embarquées dans l’automatisation industrielle, l’automobile et les infrastructures énergétiques, les projets qui atteignent le plus faible TCO partagent une caractéristique : les critères de sélection des semi-conducteurs sont définis à la phase d’architecture système, et non à la phase d’optimisation des bases de ressources. Les puces industrielles ne sont pas une ligne de dépense. Ce sont des assurances contre des défaillances catastrophiques du système — une assurance qui se rembourse elle-même bien des fois.
Points clés pour votre prochain design :
- Modèle TCO sur 5 ans, pas seulement le coût de la MOM, avant de sélectionner une classification semi-conductrice
- Spécifiez honnêtement votre profil de contrainte environnementale — les excursions de température détruisent les marges de fiabilité de qualité commerciale
- Exiger les certifications qui respectent les exigences réglementaires de votre secteur
- Engager l’ingénierie des composants à la phase d’architecture, et non à la phase de disposition du PCB
- Considérer les dispositifs certifiés AEC-Q100 comme plafond de fiabilité, même pour les applications non automobiles
Si vous évaluez des options de semi-conducteurs pour votre prochain système embarqué industriel, commencez par le cadre à cinq facteurs décrit dans ce guide. Modélisez votre véritable TCO sur 5 ans. Précise honnêtement ton profil de stress environnemental. Et exigez les certifications qui correspondent aux exigences réglementaires et de fiabilité de votre secteur.
Prêt à éliminer les défaillances de champ de votre conception embarquée ? Contactez notre équipe d’ingénierie applicative pour un audit gratuit de sélection des semi-conducteurs. Nous analyserons votre profil de mission, vos exigences de température et vos besoins en cycle de vie — puis nous fournirons une feuille de route de composants qualifiée avec une modélisation complète du TCO. Aucune obligation. Précision de qualité ingénierie, garantie.