

Problèmes courants de ponts de soudure sur PCB et stratégies d’atténuation technique
Le pontage de soudure est un mécanisme de défaut à haute fréquence dans l’assemblage de circuits imprimés, en particulier dans la technologie de montage de surface à pas fin (SMT). Elle introduit des chemins conducteurs involontaires qui dégradent l’intégrité du signal, provoquent des défaillances fonctionnelles et réduisent la fiabilité à long terme. Cet article analyse la formation des ponts de soudure sous une perspective d’ingénierie des procédés, en couvrant la dynamique du mouillage, les contraintes de conception, les variables de contrôle des procédés, les méthodologies d’inspection et les techniques de retravail. Il met l’accent sur des stratégies d’atténuation pratiques, de qualité production, alignées sur les normes IPC et la fabrication moderne de PCB à haute densité.
Table des matières
- [1. Qu’est-ce qu’un pont à soudure (#1-qu’est-ce qu’un pont à soudure)
- [2. Mécanisme de formation et physique] (#2-mécanisme-et-physique)
- [3. Scénarios à haut risque dans la conception moderne de PCB] (#3-scénarios-à-haut-risque-dans-la la conception moderne de PCB)
- 4. Contraintes d’ingénierie du masque de soudure
- 5. Analyse de la cause profonde (RCA)
- 6. Contrôle de processus dans SMT et THT
- 7. Directives de conception pour la manufacturabilité (DFM
- [8. Technologies d’inspection et de détection de défauts] (#8-technologies-inspection-et-detection-de-défauts)
- [9. Retravail contrôlé et suppression des défauts] (#9-rework-contrôlé-et-élimination-défaut)
- 10. Conclusion
- FAQ
1. Qu’est-ce qu’un pont à soudure
Un pont de soudure est une connexion métallurgique non intentionnelle entre deux éléments conducteurs adjacents — pads, leads ou pistes — sur un PCB. Contrairement aux solders conçus, ces défauts violent les contraintes d’isolation électrique définies dans la netlist.
D’un point de vue électrique, les ponts à soudure introduisent :
- Courts-circuits durs (chemins à faible impédance)
- Courants de fuite
- Diaphonie dans les circuits à grande vitesse
- Failles intermittentes sous cycle thermique
2. Mécanisme de formation et physique
2.1 Comportement d’humidification et énergie de surface
La soudure en fusion suit des principes de mouillage régis par la minimisation de l’énergie de surface. Il se répartit préférentiellement sur des tampons en cuivre propres et des pattes métallisées des composants. Cependant, un volume de soudure excessif ou un espacement entre les pads réduit permet à la soudure de dépasser les limites prévues.
2.2 Action capillaire en géométrie à hauteur fine
Dans les dispositifs à pas fin (<0,5 mm de pas), les forces capillaires entre les fils peuvent activement tirer la soudure en fusion dans des espaces étroits, augmentant significativement la probabilité du pont.
Figure 1 : Soudure en fusion s’étendant sur les tampons adjacents en raison d’un volume excessif et des forces capillaires.
3. Scénarios à haut risque dans la conception moderne de PCB
3.1 Composants à hauteur fine
Des dispositifs tels que QFP, QFN, BGA, TSOP et les microcontrôleurs à haut nombre de broches présentent un espacement minimal, rendant la tolérance des procédés extrêmement stricte.
3.2 Interconnexion à haute densité (IDH)
Les cartes HDI introduisent des microvias, des traces ultra-fines et des réseaux de tampons denses, réduisant les marges de confinement de soudure et augmentant les risques de pontage.
3.3 Sensibilité au profil de reflow
Un profilage thermique inadéquat peut augmenter la fluidité de la soudure ou entraîner un mouillage incomplet, ce qui contribue à la formation des défauts.
Figure 2 : Risque de pont de soudure dans les câbles de circuit intégré à pas fin avec un espacement insuffisant.
4. Contraintes d’ingénierie du masque de soudure
4.1 Conception du barrage du masque de soudure
Le masque de soudure agit à la fois comme une barrière physique et un modificateur d’énergie de surface pour confiner la soudure en fusion.
Paramètres clés :
- Largeur minimale du barrage : 75–100 μm (3–4 mil)
- Tolérance d’alignement : ±25 μm
Les modes de défaillance incluent une erreur de registre du masque, une largeur de barrage insuffisante et une dégradation lors des cycles thermiques.
4.2 Stratégie de définition des coussinets
| Type de pad | Description | Avantages | Risques |
|---|---|---|---|
| NSMD (Défini par le masque sans soudure) | Coussin défini en cuivre, ouverture du masque plus grande que le tampon | Meilleure fiabilité des soudures | Risque plus élevé de pont de soudure |
| SMD (Masque de soudure défini) | Pad défini par l’ouverture du masque de soudure | Amélioration de la confinement de soudure | Résistance mécanique inférieure |
5. Analyse des causes profondes (RCA)
5.1 Facteurs matériels
- Déposement excessif de pâte à souder
- Propagation de flux à faible viscosité
- Des tampons oxydés affectant l’humidification
5.2 Facteurs de processus
- Épaisseur excessive du pochoir
- Mauvaise conception de l’ouverture
- Désalignement de la position
- Profil thermique incorrect
5.3 Facteurs humains
- Alimentation excessive de soudure
- Angle de soudure incorrect
- Manque de contrôle de la température
6. Contrôle des procédés dans SMT et THT
| Processus | Paramètre de contrôle | Impact sur le pont de soudure |
|---|---|---|
| Impression à la pâte à souder | Épaisseur du pochoir, taille de l’ouverture | Contrôle directement le volume de soudure |
| Placement des composants | Précision de l’alignement | Empêche le chevauchement des câbles |
| Soudure par refusion | Profil thermique | Contrôle la fluidité de la soudure |
| Soudure à vagues | Hauteur d’onde, angle du convoyeur | Influence la direction de l’écoulement de la soudure |
Températures typiques de soudure :
- Soudure au plomb : 330°C – 350°C
- Soudure sans plomb : 350°C – 380°C
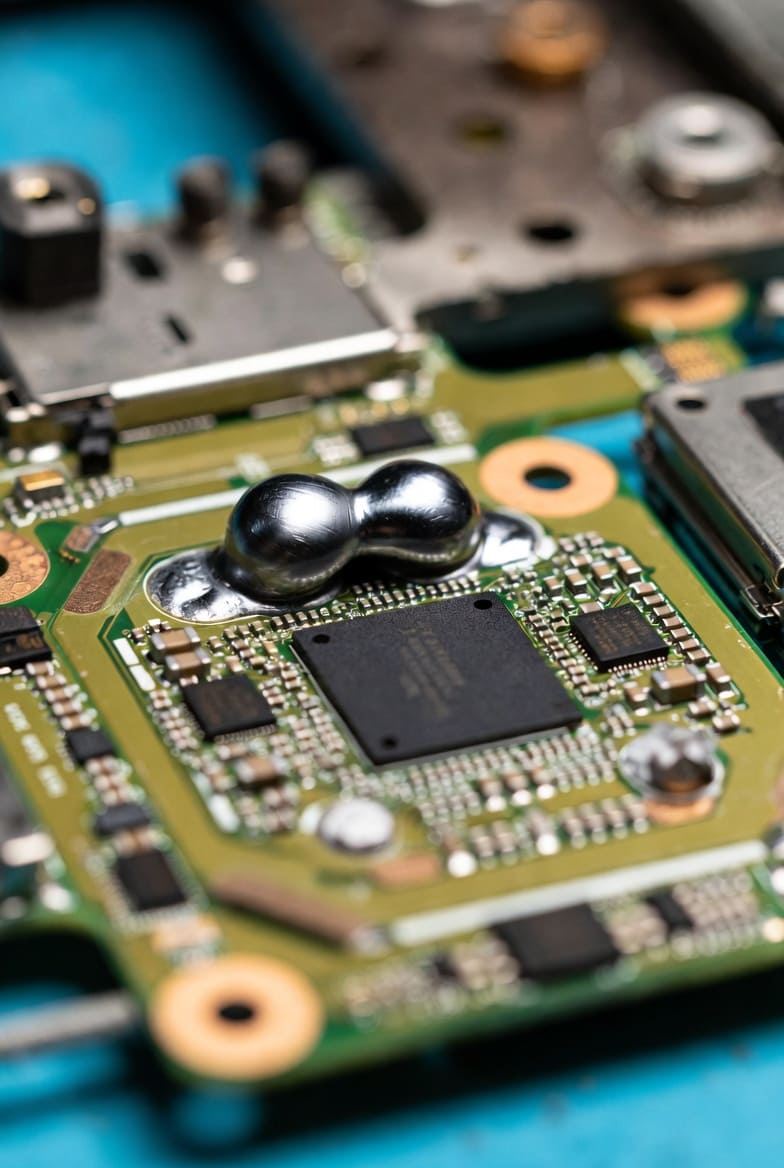
Figure 3 : Profil de refusion incorrect provoquant un écoulement excessif de soudure et un pont de pont.
7. Directives de conception pour la fabricabilité (DFM)
7.1 Optimisation de la géométrie des plateformes
- Éviter les coussinets surdimensionnés
- Maintenir un espacement uniforme
- Mettre en œuvre le vol de soudure lorsque nécessaire
7.2 Optimisation de la conception des pochoirs
- Appliquer une réduction d’ouverture (10–20 %)
- Utiliser la conception du marbre pour un inclinaison fin
- Appliquer un pochoir de réduction pour les régions denses
7.3 Précision de placement
- Utiliser des machines pick-and-place de haute précision (±25 μm)
- Appliquer des systèmes d’alignement fiduciaire
8. Technologies d’inspection et de détection de défauts
| Méthode d’inspection | Capacités | Limitation |
|---|---|---|
| Inspection visuelle | Détection rapide des défauts visibles | Dépendant de l’opérateur |
| AOI | Détection automatisée à grande vitesse | Impossible de détecter les articulations cachées |
| Inspection aux rayons X | Détecte les ponts cachés (BGA/QFN) | Coût plus élevé |
| Essais électriques | Vérification fonctionnelle | Ne localise pas | visuellement le défaut
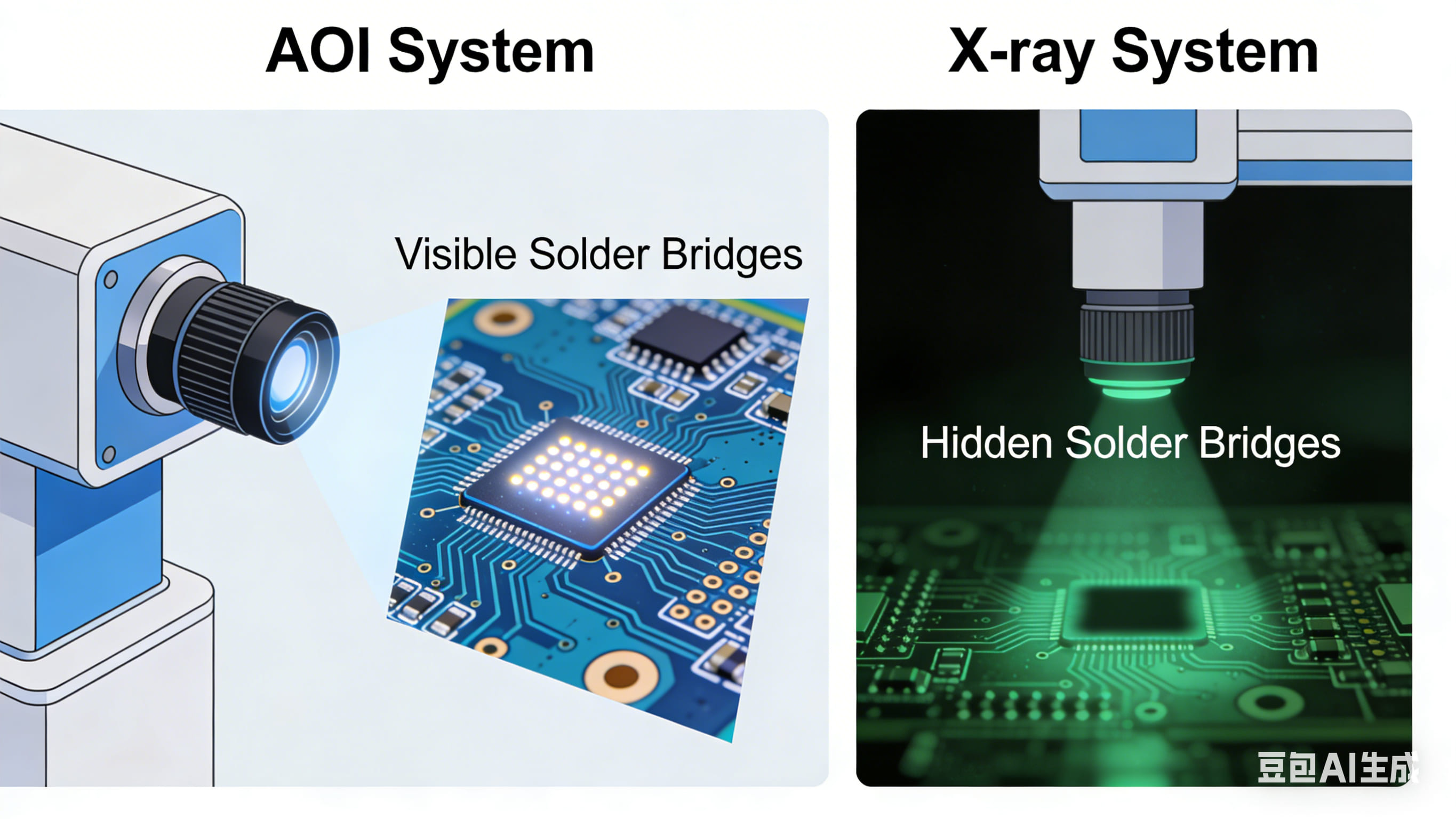
Figure 4 : Systèmes AOI et à rayons X détectant les ponts de soudure visibles et cachés.
9. Retravail contrôlé et suppression des défauts
9.1 Mèche à soudure (tresse à soudage)
Absorbe la soudure en fusion par action capillaire ; nécessite du flux pour l’efficacité.
9.2 Refonte de l’air chaud
Fournit un chauffage localisé pour le reflow de soudure et le repositionnement des composants.
9.3 Pompe à souder
Adapté pour retirer de gros volumes de soudure, notamment dans les assemblages à trous traversants.
9.4 Risques de refonte
- Délamination des tampons
- Dégâts thermiques des composants
- Formation répétée de défauts si la cause profonde n’est pas éliminée
10. Conclusion
Les ponts de soudure sont des défauts prévisibles et évitables résultant d’un contrôle insuffisant des matériaux, de la géométrie et des paramètres de procédé. Dans la fabrication de circuits imprimés à haute densité, une atténuation efficace nécessite l’intégration des pratiques DFM, des processus de soudure contrôlés et des technologies d’inspection avancées. Une approche d’ingénierie systématique garantit un meilleur rendement, une fiabilité et des performances à long terme des assemblages électroniques.
FAQ
Q1 : Pourquoi les ponts de soudure sont-ils plus courants dans les procédés sans plomb ?
Les alliages sans plomb présentent une tension superficielle et des températures de fusion plus élevées, ce qui les rend plus sensibles aux variations de procédé et augmente le risque de pont.
Q2 : Quelle est la stratégie de prévention la plus efficace ?
Une approche combinée incluant l’optimisation du pochoir, le contrôle de la pâte à souder, un placement précis et un profilage approprié du reflow est nécessaire.
Q3 : L’AOI peut-il détecter tous les ponts de soudure ?
Non. L’AOI ne détecte que les défauts visibles. Les ponts cachés nécessitent une inspection aux rayons X.
Q4 : La soudure manuelle est-elle fiable pour les composants à pas fin ?
Seulement avec des opérateurs compétents, des outils de précision et un agrandiment. Sinon, les taux de défauts augmentent considérablement.
Q5 : Quelle norme définit les défauts du pont de soudure ?
IPC-A-610 définit les ponts de soudure comme des défauts dans toutes les classes de produits et nécessite une action corrective.