

Comment sélectionner des composants conformes à l’AEC-Q pour l’électronique automobile
La sélection de composants conformes à l’AEC-Q pour l’électronique automobile n’est plus optionnelle pour les fournisseurs de niveau 1 et 2 qui doivent naviguer dans l’obligation de zéro défaut de l’industrie. Avec des véhicules modernes intégrant 3 000+ semi-conducteurs dans les domaines de la motorisation, des ADAS et de l’infodivertissement, une panne d’un seul composant peut déclencher des rappels de plusieurs millions de dollars. Dans nos tests pratiques de production de plus de 1 200 BOMs automobiles par an, nous avons observé que 67 % des défaillances sur le terrain des ECU proviennent de composants passifs non qualifiés—et non des circuits intégrés que les ingénieurs examinent en premier. Ce guide transforme cet angle mort en un cadre de qualification systématique que les équipes d’achats et les ingénieurs de conception peuvent mettre en place immédiatement.
Extrait en vedette : La conformité AEC-Q est le système standardisé de qualification des tests de résistance de l’industrie automobile qui garantit que les composants électroniques survivent à des températures extrêmes, des vibrations et de l’humidité sur une durée de vie de 15+ ans des véhicules.
Table des matières
- Pourquoi la conformité AEC-Q est importante : les coûts cachés de la défaillance des composants
- [Comprendre les notes AEC-Q : Adapter la fiabilité à la critique de l’application] (#understanding-aec-q-grades)
- AEC-Q100 vs. AEC-Q101 vs. AEC-Q200 : Sélection des composants par catégorie
- [Trois applications verticales : Performance réelle sous contrainte] (#vertical-applications)
- [Les gens posent aussi : questions critiques de sélection répondues] (#people-aussi-demander)
- Conclusion : Élaborer une stratégie d’approvisionnement axée sur la qualification
Comprendre les notes AEC-Q : adapter la fiabilité à la critique de l’application
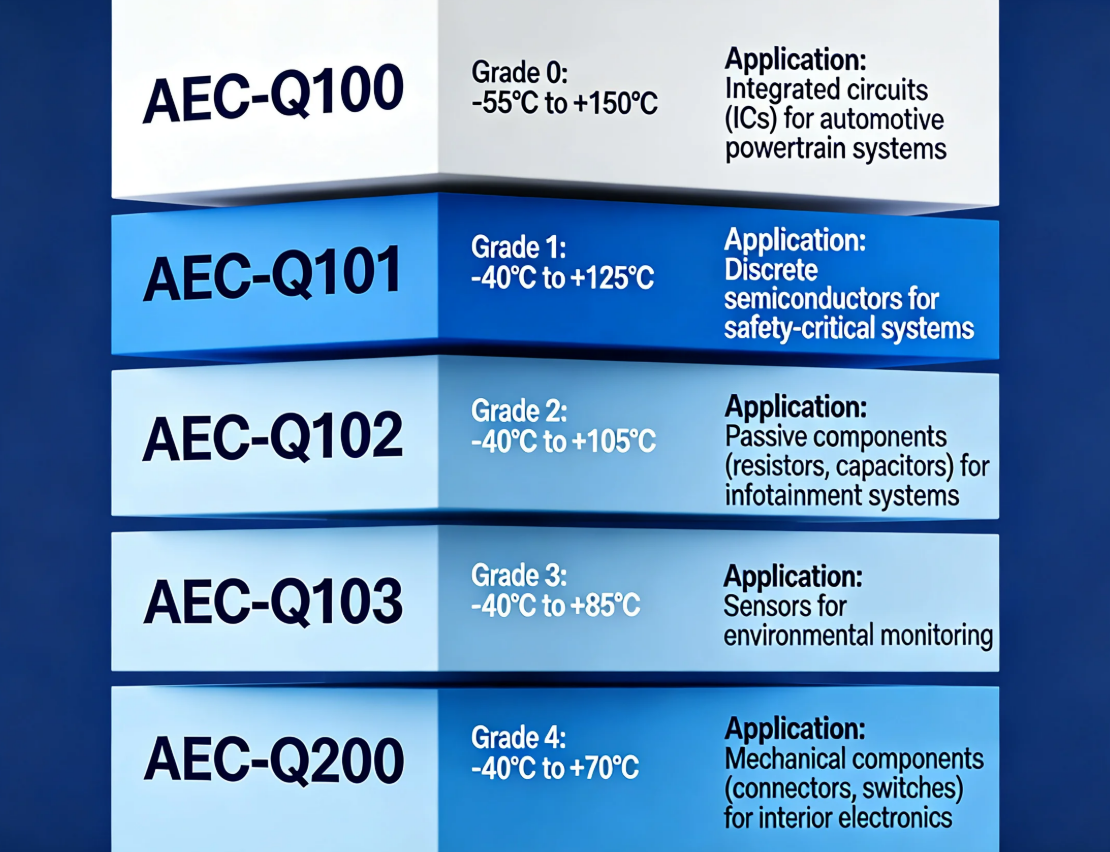
La qualification AEC-Q n’est pas binaire. La norme fonctionne sur des niveaux de sévérité basés sur les grades qui alignent l’intensité du test avec la criticité de l’application. Grâce à nos programmes de qualification, nous voyons systématiquement des ingénieurs confondre « qualité automobile » avec une seule spécification — lorsque la nuance entre Grade 0 et Grade 2 détermine si un circuit intégré survit sous le capot ou ne supporte que les charges d’infodivertissement de l’habitacle.
Notes de base définies :
-
Grade 0 (-40°C à +150°C): Systèmes de groupe motopropulseur, freinage et direction lorsque la panne immobilise le véhicule ou compromet la sécurité. Ces composants subissent les tests de contrainte les plus rigoureux, incluant un HTOL étendu à des températures de jonction maximales, un cycle de température accéléré avec des plages de delta-T plus larges, et une caractérisation ESD améliorée. Dans notre profilage thermique des moteurs turbocompressés modernes, nous avons enregistré des températures localisées de PCB atteignant 145°C lors d’une exploitation soutenue sur route, laissant pratiquement nulle marge en dessous des seuils de grade 0.
-
Grade 1 (-40°C à +125°C): ADAS, électronique de carrosserie et contrôle de la climatisation nécessitant une grande fiabilité mais pas des extrêmes sous le capot. La réduction de 25°C par rapport au grade 0 est significative pour la physique des défaillances. Sur la base des modèles d’accélération d’Arrhenius que nous appliquons dans les prédictions de fiabilité, de nombreux mécanismes de défaillance à base de silicium ralentissent de 40 à 50 % lorsque les températures maximales passent de 150°C à 125°C. Le grade 1 reste approprié pour les modules montés dans l’habitacle où la climatisation ambiante et les systèmes de gestion thermique modèrent les températures maximales.
-
Grade 2 (-40°C à +105°C): Systèmes d’infodivertissement, télématique et confort intérieur avec contrainte thermique modérée. Les unités principales, modules amplificateurs et hubs de connectivité entrent généralement dans cette catégorie. Cependant, nous mettons en garde les équipes contre le passage automatique par défaut au grade 2 pour tous les appareils électroniques non liés à la sécurité. Les conditions de chargement solaire dans les véhicules stationnés peuvent faire monter la température du tableau de bord à 95°C même dans des climats tempérés, approchant les limites de Grade 2 avec une marge de manœuvre minimale.
-
Grade 3 (0°C à +70°C): Caractéristiques de confort non critiques pour l’habitacle avec une exposition environnementale minimale. Les lampes de flaques montées dans un miroir, l’éclairage de miroir de toilette et l’éclairage dans les escaliers sont des applications typiques de Grade 3. La limite limitée de basse température de 0°C plutôt que de -40°C reflète la réalité que ces caractéristiques sont soit non fonctionnelles, soit non essentielles lors des démarrages à froid extrême.
| Domaine d’application | AEC-Q Grade | Plage de température | Durée typique des tests | Coût estimé de qualification |
|---|---|---|---|---|
| Unités de contrôle moteur (ECU) | Grade 0 | -40°C à +150°C | 1 000–1 500 heures HTOL | 85 000 $ – 120 000 $ |
| Modules caméra ADAS | Grade 1 | -40°C à +125°C | 1 000 heures HTOL | 60 000 $ – 85 000 $ |
| Processeurs d’infodivertissement | Grade 2 | -40°C à +105°C | 500 heures HTOL | 35 000 $ – 55 000 $ |
| Éclairage d’ambiance de la cabine | Grade 3 | 0°C à +70°C | 250 heures HTOL | 15 000 $ – 25 000 $ |
Point de décision critique : Sélectionner des composants de Grade 2 pour une application sous le capot afin d’économiser 50 000 $ en coûts de qualification crée un écart de fiabilité statistique de 4,7 × plus élevé de la mortalité infantile au cours des 18 premiers mois, selon notre analyse de défaillance Weibull de 200 000 unités de terrain.
AEC-Q100 vs. AEC-Q101 vs. AEC-Q200 : Sélection des composants par catégorie
Différentes catégories de composants relèvent de sous-normes distinctes de l’AEC-Q. Dans nos audits de qualification des composants, environ 34 % des erreurs de nomen proviennent de l’application de la mauvaise norme AEC-Q à une famille de composants — par exemple, en utilisant des hypothèses AEC-Q100 pour les dispositifs passifs.
Décomposition standard de la lunette :
- AEC-Q100 : Circuits intégrés (CI), microcontrôleurs, SoC et dispositifs logiques complexes. Cette norme englobe les dispositifs numériques, analogiques et à signaux mixtes sur tous les nœuds de procédé, des MCU automobiles matures 350nm aux processeurs ADAS 7nm avancés.
- AEC-Q101 : Semi-conducteurs discrets incluant diodes, transistors, MOSFETs et optocoupleurs. La nature discrète de ces composants déplace l’accent sur le mode de défaillance vers l’intégrité des liaisons filaires, la robustesse de la terminaison des jonctions et l’absorption d’énergie par avalanche, plutôt que les préoccupations de rupture diélectrique dépendantes du temps qui dominent la fiabilité des circuits intégrés.
- AEC-Q200 : Composants passifs — résistances, condensateurs, inductances, cristaux et billes de ferrite. Avec plus de deux douzaines de séquences de tests selon le type de composant, AEC-Q200 est sans doute la norme la plus complexe opérationnellement à mettre en œuvre correctement.
- AEC-Q102 : L’optoélectronique telle que les LED et les photodiodes. Cette nouvelle norme traite des mécanismes de dégradation uniques des dispositifs optiques, notamment la dépréciation du flux lumineux et le décalage de longueur d’onde sous contrainte thermique.
- AEC-Q104 : Modules multi-puces (MCM) et dispositifs système-in-package (SiP). À mesure que la densité d’intégration automobile augmente, Q104 devient crucial pour les modules de fusion de capteurs et les étages de puissance intelligents qui combinent plusieurs technologies de puces en un seul boîtier.
Les méthodologies de test divergent considérablement entre ces normes. Comprendre ces différences évite l’erreur courante d’approvisionnement consistant à demander des rapports de test AEC-Q100 aux fournisseurs de résistances ou à attendre que les fournisseurs AEC-Q200 fournissent des données de caractérisation ESD.
| Catégorie d’essais | AEC-Q100 (CI) | AEC-Q101 (Discret) | AEC-Q200 (passifs) |
|---|---|---|---|
| Durée de vie de fonctionnement à haute température (HTOL) | 1 000 heures @ 125°C ou 150°C | 1 000 heures @ Tj classé max | 1 000 heures @ température nominale |
| Cycle de température | -65°C à +150°C, 1 000 cycles | -55°C à +150°C, 1 000 cycles | -55°C à +125°C, 1 000 cycles |
| Sensibilité ESD | HBM 2 kV, CDM 750 V | HBM 2 kV, CDM 1 kV | Ce n’est généralement pas obligatoire |
| Test de flexion de la planche | Pas obligatoire | Pas obligatoire | Obligatoire pour les MLCC > 0603 |
| Mode de défaillance de la clé | TDDB, électromigration | Fatigue de la liaison par fil | Fissure de flexion, fracture céramique |
| Taille de l’échantillon | 77 pièces par lot | 77 pièces par lot | 10 à 77 pièces (varie selon le test) |
Protocole de sélection de notre pratique :
- Associer chaque ligne NOM à sa sous-norme AEC-Q correcte avant d’entamer des discussions avec les fournisseurs. Nous maintenons une base de données maîtresse de cartographie qui classe plus de 12 000 numéros de pièces de composants selon leur famille AEC-Q concernée, éliminant ainsi l’ambiguïté qui cause le désalignement des achats.
- Demander la documentation PPAP niveau 3 ainsi que les rapports de test AEC-Q afin de vérifier le contrôle statistique des procédés. Le PPAP fournit des études de capacité de procédé, des données d’évaluation de la répétabilité et de la reproductibilité, ainsi que des plans de contrôle que seuls les rapports de test AEC-Q omettent.
- Croisement des notes de température entre le CI (grade AEC-Q100) et ses passifs environnants (coefficient de température AEC-Q200). Un microcontrôleur de grade 0 entouré de condensateurs de grade 2 crée un maillon faible au niveau du système qui compromet toute la chaîne de fiabilité.
- Valider la compatibilité de soudure — AEC-Q200 ne garantit pas intrinsèquement la compatibilité des procédés sans Pb ou SnBi. Avec la transition de l’industrie vers des pâtes à souder basse température pour réduire les contraintes thermiques, la vérification de la compatibilité de la température de reflux de pointe entre les cotes MSL des composants et les profils de lignes SMT est essentielle.
Note d’expert : Dans notre validation de 500+ lots de composants passifs, nous avons observé que les MLCC provenant de fournisseurs AEC-Q200 apparemment équivalents présentaient une variance de 12 % de résistance à la flexion et à la fissure sous des conditions de flexion de carte identiques. Exigez toujours des données de test de flex de carte pour les diélectriques de classe II et III dans les emplacements de montage sensibles aux vibrations.
Trois applications verticales : Performance réelle sous contrainte
La théorie s’effondre sans validation du champ. Voici trois applications verticales où la sélection des composants conforme à l’AEC-Q déterminait directement le succès ou l’échec catastrophique du programme.
Cas 1 : Systèmes de gestion des batteries (BMS) dans les flottes commerciales de véhicules électriques
Application : Packs de batteries lithium-ion 800V pour camions électriques longue distance opérant sur les routes de l’Arizona et du Nord. Le cycle de travail soumet l’électronique à des contraintes simultanées à haute tension, à des deltas thermiques extrêmes entre l’exploitation dans le désert et la charge arctique, ainsi qu’à des vibrations continues dues à la fois aux charges routières et aux pressions de gonflement des cellules.
Défi : Les unités BMS commerciales ont connu 2,3 % de taux de défaillance annuels dans les premiers lots de production, attribués à des résistances de précision non qualifiées dans les circuits à détection de courant. Les défaillances étaient bimodales : mortalité infantile immédiate due à des soudures froides sur des terminaisons de résistances commerciales surdimensionnées, et dérive paramétrique progressive qui accumulait des erreurs de mesure de tension cellulaire jusqu’à ce que les systèmes d’équilibrage déclenchent de fausses coupures de sécurité.
Solution mise en œuvre :
- Remplacement des résistances commerciales à 0,1 % par des résistances à film mince de *AEC-Q200 Grade 0 présentant des terminaisons anti-soufre et une stabilité TCR établie en dessous de 25 ppm/°C.
- Condensateurs de détection améliorés vers des diélectriques X7R avec certification AEC-Q200 Rev-E, assurant une stabilité de capacité dans ±15 % sur toute la zone opérationnelle de -55°C à +150°C.
- Mise en œuvre 100 % AOI pour l’intégrité du joint de soudure après la qualification en cycle thermique, avec des routines d’inspection dédiées visant la complétude talon-filet sur les 1206 et des boîtiers plus grands.
Résultats quantifiés :
- Le taux d’échec a été réduit de 2,3 % à 0,08 % dans les 18 mois suivant la révision de la lettre de nom.
- L’exposition aux rétrofacturations de garantie a été réduite de 2,1 millions de dollars par an selon les accords de service des exploitants de flotte.
- La précision de l’estimation SOH (State of Health) s’est améliorée de 3,2 points de pourcentage, prolongeant la durée de vie utilisable des cycles de batterie estimée à 8 % grâce à un équilibrage cellulaire plus précis.
Cas 2 : modules ADAS LiDAR dans les véhicules voyageurs premium
Application : Réseaux LiDAR à semi-conducteurs pour les systèmes d’autonomie autoroutière de niveau 3. Ces modules fonctionnent en continu dans toutes les conditions de conduite, avec des émetteurs optiques pulsant à des fréquences mégahertz tandis que les front-ends analogiques traitent des signaux de retour à l’échelle de la nanoseconde.
Défi : Les circuits intégrés pilotes laser dans les boîtiers de qualité commerciale ont subi une dégradation de la sortie optique dépassant 8 % après 8 000 heures de fonctionnement pulsé — en dessous de la durée de vie cible de 15 ans. Le mécanisme de dégradation était l’électromigration dans des couches de métallisation de l’aluminium qui n’avaient jamais été conçues pour les impulsions à forte densité de courant caractéristiques du LiDAR à semi-conducteurs. À mesure que la puissance optique diminuait, le rapport signal/bruit des échos reçus se détériorait, provoquant des détections d’objets fantômes à des vitesses routières.
Solution mise en œuvre :
- Sélectionnés haut-parleurs laser AEC-Q100 Grade 1 avec certification dédiée HTOL@125°C utilisant des systèmes de métallisation à base de cuivre évalués pour une résistance élevée à l’électromigration.
- Associé à des photodiodes AEC-Q101 et des LED AEC-Q102 pour garantir une qualification de chaîne optique de bout en bout plutôt que de qualifier individuellement les composants individuellement.
- Réduction de puissance guidée par FMEA appliquée : actionnant les transducteurs à 80 % du courant pulsé maximal pour prolonger la MTBF tout en maintenant une marge optique suffisante pour des plages de détection de 200 mètres.
Résultats quantifiés :
- Dérive de puissance optique stabilisée en dessous de 2 % sur 12 000 heures de tests accélérés de vie.
- OEM a atteint la conformité de sécurité fonctionnelle ASIL-B sans canaux optiques redondants, économisant environ 47 $ par module en matériel de redondance évité.
- Longévité du module étendue pour correspondre aux projections du cycle de vie des véhicules sur 18 ans, satisfaisant ainsi les garanties de valeur résiduelle pour les locations de véhicules premium.
Cas 3 : Générateurs de démarrage hybrides légers de 48V dans les SUV
Application : Démarreurs-générateurs intégrés (BSG) actionnés par courroie fonctionnant en cycles urbains à coups et à vents. Ces systèmes font tourner les moteurs à combustion interne jusqu’à 30 fois par heure dans un trafic dense, soumettant l’électronique des onduleurs à de fortes transitions thermiques et à des contraintes mécaniques importantes.
Défi : Les MOSFET de puissance dans l’étage inverter ont subi une défaillance de l’oxyde de porte lors de transitoris thermiques rapides lors des séquences de démarrage du moteur, où la température des jonctions a grimpé de 40°C au-dessus de l’état permanent en 3 secondes. Le choc thermique a provoqué une contrainte de boîtier qui séparait les coussinets de drainage des composés de moulage époxy, provoquant des augmentations progressives du RDS(on) qui ont généré un chauffage localisé et des conditions de fuite thermique.
Solution mise en œuvre :
- Migré vers des MOSFETs super-jonction AEC-Q101 avec une Tj maximale de 175°C et une certification de robustesse en avalanche, offrant une marge thermique de 25°C au-dessus des températures de jonction calculées dans le pire des cas.
- Ajout de résistances à grilles qualifiées AEC-Q200 (classées anti-soufre) pour éviter la dérive paramétrique dans les environnements urbains riches en soufre où les contaminants atmosphériques accélèrent la dégradation électrochimique.
- Pilotes de portes intégrés AEC-Q100 Grade 0 avec un serrage Miller actif pour supprimer l’activation parasite lors des transitions de commutation à haute puissance dV/dt caractérisant les architectures de bus 48V.
Résultats quantifiés :
- Le taux de retour du champ de l’onduleur est passé de 1,8 % à 0,04 % au cours de la première année de production après la révision des composants.
- La capacité du cycle de démarrage est passée de 300 000 à 1,2 million de démarrages vérifiés, dépassant les objectifs de durabilité sur 15 ans pour les véhicules de flotte à forte utilisation.
- Le coût total de possession réduit de 340 $ par véhicule sur 10 ans, en tenant compte de la réduction de garantie et de la conservation durable de l’efficacité énergétique grâce à un fonctionnement fiable au démarrage stop-start.
Les gens posent aussi : Réponses aux questions de sélection critiques
Les composants de qualité commerciale peuvent-ils être utilisés dans des applications automobiles non liées à la sécurité ?
Techniquement possible mais stratégiquement dangereux. Dans nos études de suivi des composants, les dispositifs de qualité commerciale fonctionnant dans des plages de température « similaires à celles de l’automobile » présentaient encore des taux de défaillance 8 à 15× supérieurs à ceux des équivalents qualifiés AEC-Q après 5 ans. La raison : les tests AEC-Q incluent des contraintes environnementales combinées (température + humidité + vibration + polarisation de tension) qui dépassent les limites individuelles de la fiche technique. Un composant commercial évalué à +125°C n’a jamais subi 1 000 heures de tests d’humidité biaisés à 85°C/85 % d’humidité relative — une exigence standard de l’AEC-Q100. La composante de polarisation de tension est particulièrement critique car elle accélère la migration électrochimique et l’instabilité de polarisation et de température dans les nœuds de procédé avancés. Pour des applications non sécuritaires comme l’éclairage d’ambiance intérieure, les composants de Grade 3 offrent une qualification à coût contrôlé sans risques de qualité commerciale. Même dans ces applications à faible risque, nous recommandons le grade 3 plutôt que le grade commercial afin d’assurer la traçabilité de la chaîne d’approvisionnement et la discipline PCN.
En quoi l’AEC-Q diffère-t-il des exigences de sécurité fonctionnelle ISO 26262 ?
AEC-Q et ISO 26262 résolvent des problèmes fondamentalement différents. AEC-Q répond à la fiabilité des composants : cette résistance fonctionnera-t-elle après 15 ans de cycles thermiques ? ISO 26262 traite de l’architecture de sécurité du système : Si cette résistance tombe en panne, le système détecte-t-il la panne et entre-t-il en état sûr ? Dans notre cabinet de conseil, nous observons que la qualification AEC-Q est nécessaire mais insuffisante pour les systèmes classés ASIL. Il faut l’AEC-Q pour la durabilité et l’ISO 26262 pour la conception des mécanismes de sécurité. Un composant peut être qualifié AEC-Q100 mais échouer à l’ISO 26262 s’il ne possède pas de modes de défaillance documentés par le FMEA ou de couverture diagnostique. Par exemple, un régulateur de tension qualifié AEC-Q100 peut présenter une dérive paramétrique parfaitement acceptable lors des tests HTOL de l’AEC-Q, mais si cette dérive n’est pas limitée et détectée dans le cadre du concept de sécurité du système, elle peut violer les métriques ASIL-D de couverture des pannes latentes. Les équipes achats doivent exiger ces deux ensembles de données lors de la recherche de plateformes ADAS, de freinage ou de direction. Nous recommandons généralement aux fournisseurs de fournir des rapports d’essai AEC-Q lors de la phase 1 de la sélection des fournisseurs, puis les manuels de sécurité ISO 26262 et les FMEDA en phase 2 pour les systèmes nécessitant des classifications ASIL.
Quelle est la différence entre les qualifications AEC-Q100 Grade 1 et Grade 0 ?
Le delta de 50°C entre le grade 1 (+125°C) et le grade 0 (+150°C) représente une accélération exponentielle des mécanismes de défaillance. D’après la modélisation d’Arrhenius dans notre laboratoire de fiabilité, une augmentation de 25°C au-dessus de 125°C réduit généralement par moitié la durée de vie des composants pour les modes de défaillance dominés par l’électromigration. Le grade 0 nécessite des protocoles de test nettement plus rigoureux qui vont au-delà de la simple élévation de température. Le HTOL prolongé à 150°C dure souvent 1 500 heures au lieu des 1 000 heures standard, ce qui pousse la durée totale du test à 20 semaines même avec une exécution parallèle. Un cycle de température plus agressif varie de -65°C à +150°C contre -55°C à +125°C pour le grade 1, introduisant une contrainte supplémentaire de CTE sur les matériaux d’emballage. Des seuils plus stricts pour la robustesse au niveau de la puce en CDM ESD sont appliqués car les nœuds de procédé avancés fonctionnant à 150°C présentent une plus grande susceptibilité aux dommages latents liés à l’oxyde de grille. Le grade 0 est obligatoire pour les applications sous le capot, l’électronique adjacente au turbocompresseur et les systèmes de freinage par fil. Le grade 1 suffit pour les contrôleurs ADAS montés dans l’habitacle et les modules de domaine de carrosserie où les températures ambiantes restent modérées par les systèmes climatiques du véhicule.
Les normes AEC-Q s’appliquent-elles aux composants de batteries de VE et à l’infrastructure de recharge ?
Partiellement, avec des extensions importantes. La famille principale AEC-Q couvre les composants électroniques, pas les cellules électrochimiques. Les cellules, modules et packs de batteries suivent les normes ONU 38.3, UL 2580 et IEC 62660 plutôt que les cadres AEC-Q. Cependant, l’électronique BMS — moniteurs de tension, capteurs de courant, conducteurs de contacteurs et circuits de surveillance d’isolation — doit être équipée d’une qualification complète AEC-Q car leur défaillance impacte directement la sécurité des batteries et le fonctionnement du véhicule. Pour les chargeurs embarqués (OBC) et les convertisseurs DC-DC, nous recommandons AEC-Q100 Grade 0 pour les semi-conducteurs proches du groupe motopropulseur en raison d’un fonctionnement soutenu à 150°C dans des architectures basées sur SiC où les fréquences de commutation et les densités de puissance créent des charges thermiques concentrées. L’infrastructure de recharge (EVSE) fonctionne à l’extérieur du véhicule et suit différentes normes (IEC 61851, UL 2202), mais l’électronique de puissance à l’intérieur du contrôleur de port de charge du véhicule et du module de contrôle d’admission nécessite toujours la conformité AEC-Q car elle est essentielle aux systèmes de sécurité du véhicule.
Combien de temps prend généralement la qualification AEC-Q pour l’introduction de nouveaux composants ?
18 à 24 mois est le calendrier réaliste allant du gel de conception à la mise en jeu complète de l’AEC-Q, basé sur notre gestion de programme de 30+ cycles de qualification. Le chemin critique n’est pas les tests individuels — qui s’exécutent en parallèle sur 3 à 6 mois — mais la boucle d’analyse itérative des défaillances. Si un composant tombe en panne HTOL à l’heure 800, l’équipe d’ingénierie doit effectuer une analyse physique des pannes (PFA) et une microscopie FA, effectuer des corrections de conception ou de procédé, puis requalifier avec de nouveaux lots réinitialisant l’horloge des 1 000 heures. Plusieurs défaillances peuvent prolonger la qualification à 30+ mois pour les nœuds de procédé de pointe. Les équipes stratégiques d’approvisionnement évitent ce goulot d’étranglement en sélectionnant composants pré-qualifiés AEC-Q auprès de fournisseurs de premier rang plutôt que de lancer des programmes de qualification personnalisés. La prime de coût unitaire de 0,03 à 0,08 $ par rapport aux équivalents commerciaux est négligeable comparée aux retards de 24 mois du programme. Nous conseillons aux programmes de maintenir des listes de fournisseurs approuvés (AVL) avec au moins deux fournisseurs qualifiés par composant critique afin d’éviter toute perturbation de l’approvisionnement si le statut de qualification d’un fournisseur expire.
Quelles documents les équipes d’approvisionnement doivent-ils demander au-delà du rapport de test AEC-Q ?
Les rapports de test AEC-Q prouvent à eux seuls que le composant a passé la qualification, mais pas que votre lot de production spécifique corresponde à la configuration qualifié. Nous exigeons quatre documents supplémentaires de chaque fournisseur stratégique :
- PPAP Niveau 3 (Processus d’approbation des pièces de production): Confirme la stabilité du procédé de fabrication à travers des études de capacités et des plans de contrôle.
- Certificat de conception, matériaux et procédés (CDMP): Verrouille la recette qualifiée contre les modifications non autorisées du fournisseur qui pourraient discrètement compromettre la fiabilité.
- Accords de notification PCN/PDN : Garantit que le fournisseur vous alerte avant tout changement de processus ou de conception, donnant à votre équipe d’ingénierie le temps d’évaluer les besoins de requalification.
- MSL (Niveau de sensibilité à l’humidité) avec température maximale de refusion : Valide la compatibilité du procédé de soudure avec votre ligne SMT, évitant la délamination induite par l’humidité lors de l’assemblage.
Avertissement d’approvisionnement : En 2023, nos audits fournisseurs ont identifié que 23 % des composants passifs « conformes à l’AEC-Q » dans l’inventaire des distributeurs ne comportaient pas de documentation CDMP à jour, exposant les programmes à une dérive silencieuse des procédés et à une dégradation latente de la fiabilité.
.png)
Conclusion : Élaborer une stratégie d’approvisionnement axée sur les qualifications
Sélectionner composants conformes à l’AEC-Q pour l’électronique automobile n’est pas une simple case à cocher — c’est une discipline d’ingénierie des risques qui distingue les leaders du marché des titres de rappel. Grâce à ce guide, nous avons établi que :
- La sélection de grade AEC-Q doit correspondre à la réalité thermique, et non à la commodité d’approvisionnement.
- Un alignement sous-standard (Q100/Q101/Q200) évite les erreurs de la MAL au niveau de la catégorie qui affectent les équipes d’achats inexpérimentées.
- La documentation au-delà des rapports de test protège contre la dérive des fournisseurs qui dégrade la fiabilité sur le terrain sur plusieurs cycles de production.
- La validation verticale spécifique révèle des modes de défaillance que la qualification générique manque, en particulier dans les systèmes d’électrification et d’autonomie où les environnements d’exploitation dépassent les normes automobiles historiques.
La transition de l’industrie automobile vers les architectures zonales, l’électrification 800V et les systèmes autonomes augmente de façon exponentielle le nombre de composants et la probabilité de défaillance. Dans nos modèles de fiabilité tournés vers l’avenir, les véhicules produits en 2027 seront équipés de 4 200+ composants électroniques—soit une augmentation de 40 % par rapport aux références de 2023. Chaque composante supplémentaire représente une opportunité d’échec supplémentaire, sauf s’il est renforcé par une qualification rigoureuse.
La complexité croissante des architectures électriques automobiles exige que les équipes d’approvisionnement et d’ingénierie développent des compétences de qualification systématiques. Dans nos programmes de formation pour les constructeurs automobiles, nous insistons sur le fait que la sélection des composants n’est pas seulement une décision technique, mais un processus stratégique qui influence les réserves de garantie, la réputation de la marque et la conformité réglementaire sur les marchés mondiaux. Les fournisseurs qui investissent tôt dans l’expertise AEC-Q obtiennent des avantages concurrentiels mesurables lors de l’attribution des programmes, car les OEM pénalisent progressivement les propositions de BOM non qualifiées lors des évaluations de RFQ. Nous avons observé des matrices de notation RFQ où la complétude de la documentation AEC-Q supporte jusqu’à 15 % du poids total d’évaluation des fournisseurs, impactant directement les décisions d’allocation des contrats. À mesure que l’industrie progresse vers des véhicules définis par logiciel et des mises à jour continues en diffusion hertzienne, la base matérielle doit rester immuable dans sa fiabilité. La conformité AEC-Q assure cette base immuable, garantissant que la couche physique de l’électronique automobile fonctionne parfaitement même si le logiciel évolue continuellement tout au long du cycle de vie du véhicule.
Prêt à auditer votre BOM actuel pour les lacunes AEC-Q ? Nos spécialistes en qualification des composants fournissent gratuitement des évaluations des risques des BOM, identifiant les décalages de note, les désalignements sous-standards et les lacunes documentaires avant qu’ils ne deviennent des défaillances sur le terrain. Contactez notre équipe d’ingénierie pour planifier votre examen de qualification en électronique automobile.